| |
łożysko ślizgowe
samosmarowanie
Zbigniew LAWROWSKI*
POROWATE ŁOŻYSKO SPIEKANE - KLASYCZNE ŁOŻYSKO SAMOSMAROWNE
Przedstawiono rozwój porowatych łożysk spiekanych, ich sposób działania oraz zalety i wady. Porównano właściwości teoretyczne i praktyczne.
*Politechnika Wrocławska, Instytut Konstrukcji i Eksploatacji Maszyn, ul. Łukasiewicza 7/9, 50-370 Wrocław.
1. DLACZEGO KLASYCZNE
Klasyczne - z języka łacińskiego classicus - „pierwszorzędny, pierwszej klasy” oznacza m.in. doskonały, uznany za wzór. Porowate łożysko spiekane, nasycone olejem, można uważać za wzór łożysk ślizgowych samosmarownych, tj. nie wymagających dodatkowego smarowania. Smaruje się ono bowiem samo, olejem zawartym w porach ścianki tulejki łożyskowej.
Można oczywiście dyskutować, czy jest ono „doskonałe”. Ma ono przecież i wady, o których będzie mowa nieco dalej. Ale na pewno ten rodzaj łożyska stał się modelem wielu późniejszych łożysk samosmarownych.
2. NIECO HISTORII (WG [l])
Właściwy rozwój i przemysłowe zastosowanie porowatych łożysk spiekanych datuje się od lat trzydziestych mijającego stulecia. Obfitość patentów na takie łożyska i powiększenie obszaru ich zastosowań przypada zaś na lata powojenne, tj. na lata pięćdziesiąte i sześćdziesiąte.
Jednakże geneza tych łożysk łączy się w początkami i rozwojem metalurgii proszków. Pierwszy patent dotyczący łożysk produkowanych z proszków metalowych uzyskał w roku 1870 Gwynn. Z otrzymanego przez piłowanie proszku cyny z dodatkiem pozostałości po destylacji ropy naftowej prasowano kształtki, o których pisano, że mogą pracować przy dużych obciążeniach, nawet bez smarowania.
Prasowanie i spiekanie, a więc prototyp technologii obecnych łożysk porowatych opatentowano i wdrożono w początkach obecnego wieku (lata 1909-1916, Lowendahl, Gilson, Hannoyer i inni). Stosowano przeważnie proszki miedzi i cyny bądź ich tlenków, redukowanych grafitem. Ciekawe rozwiązanie zaproponował w roku 1916 Rich: wytwarzanie łożysk samosmarownych przez pokrywanie ziarn grafitu ołowiem i mieszanie ich ze stopionym babitem. Oczywiście ten model odbiega od „klasycznego" pormetu, tj. spieku porowatego.
Lata dwudzieste i trzydzieste to intensywny rozwój nowych postaci i technologii porowatych łożysk spiekanych. Jako podstawowy materiał przeważa jeszcze miedź, lecz już w latach trzydziestych odnotowuje się pierwsze próby zastosowania porowatych łożysk żelaznych (z niskowęglowej stali) i żelazno-grafitowych (Koprżiw - d. Związek Radziecki, Kramer - Niemcy, Short i Koehring - Wielka Brytania i inni). Rozwój żelaznych łożysk spiekanych trwał nieprzerwanie także przez okres wojenny, a po wojnie wybitnie zintensyfikowano prace nad nimi. Powstały dziesiątki nowych patentów na technologię samosmarownych łożysk porowatych.
Lata powojenne wykrystalizowały dwa gatunki porowatych łożysk spiekanych: brązowe, oparte na mieszaninie miedzi i cyny, przeważnie z dodatkiem grafitu, oraz żelazne z dodatkiem lub bez dodatku grafitu. W tym okresie badano najskuteczniejszą porowatość tych łożysk oraz udoskonalano szczegóły ich budowy, np. przez wprowadzenie dodatkowych wewnętrznych zbiorniczków na olej (Patton, 1950 r.). dodatek dwusiarczku molibdenu (Bowden, 1950 r.), nasycenie porów policzterofluoroetylenem (Blainey, Ricklin, Miller, 1954-1955) i inne. Notabene ten ostatni sposób modyfikacji pormetów stał u podłoża współczesnych kompozytów warstwowych-wypełnianych firmy Glacier (DU oraz DX) oraz im podobnych.
Jak widać, historia, rozwój i uznanie jakim cieszą się porowate łożyska spiekane uzasadniają nazwanie ich „klasykami”.
3. METALOWA GĄBKA, KAPILARNOŚĆ, SAMOSMAROWANIE
Porowate łożyska spiekane swoją strukturą przypominają gąbkę: w ściance tulejki znajdują się pory, stanowiące kanaliki włoskowate. Porowatość struktury pormetów uzyskuje się w procesie technologicznym: prasowania odpowiednich proszków, a następnie spiekania wypraski w odpowiedniej temperaturze, w atmosferze ochronnej (zazwyczaj wodoru), dla uniknięcia utleniania ziaren proszku a w wypadku dodatku grafitu także zapobieżenia jego wypalaniu. W celu zwiększenia porowatości spieków stosuje się niekiedy substancje (np. lotne chlorki, azotan amonu, stearyniany i inne), które ulatniając się w czasie procesu technologicznego zwiększają liczbę kanalików włoskowatych.
W produkcji łożysk porowatych zazwyczaj wystarcza tzw. porowatość naturalna, uzyskiwana w procesie prasowania i spiekania proszku, bez specjalnych dodatków porotwórczych. Szczegóły dotyczące technologii łożysk spiekanych można znaleźć w podstawowym dziele [l].
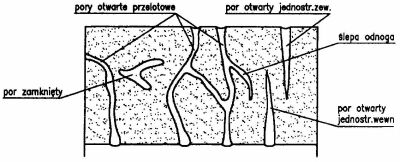
Cechą szczególną łożysk porowatych jest porowatość, tj. zawartość porów w całej objętości spieku. Rozróżnia się porowatość: całkowitą (objętość wszystkich porów), czynną albo otwartą (dostępną dla oleju) oraz bierną albo zamkniętą (niedostępną dla oleju). Znaczenie dla pormetu* jako łożyska ma oczywiście porowatość otwarta. Na rysunku l. pokazano schemat kształtu porów. Optymalna (ze względu na zawartość oleju w porach oraz ze względu na wytrzymałość materiału) porowatość czynna łożysk spiekanych wynosi od 20 do 30%.
* Autor wprowadził tę nazwę jako zestawienie części dwóch słów „porowaty metal”.
 | |
Pormet staje się łożyskiem samosmarownym w chwili nasycenia go środkiem smarnym, zazwyczaj olejem. Nasycanie (impregnacja) olejem odbywa się albo przez zanurzenie (w odpowiednio długim czasie) tulejki w gorącym oleju, albo metodą próżniową, w której wypompowuje się w odpowiedniej komorze powietrze, po czym doprowadza olej.
Przyrównanie pormetu do gąbki jest słuszne w wypadku nasycania próżniowego. W obydwóch wypadkach motorem wejścia cieczy do porów jest podciśnienie.
Natomiast przy nasycaniu w gorącym oleju mamy do czynienia przede wszystkim z działaniem sił kapilarnych w naczyniach włoskowatych jakimi są pory.
Szczególną cechą tribologiczną łożysk porowatych, stanowiącą o ich szerokim stosowaniu, jest samosmarowność dzięki zapasowi oleju w porach. Podczas pracy łożyska olej z porów wypływa do szczeliny smarowej, powodując odpowiedni proces smarowania. Zazwyczaj ma ono cechy tarcia mieszanego, lecz w szczególnych wypadkach możliwe jest nawet tarcie płynne.
Mechanizm wypływu oleju z porowatej ścianki opiera się głównie na różnicy rozszerzalności cieplnej oleju i metalowego szkieletu tulejki. Na początku ruchu (przy zimnym łożysku) pewną rolę gra również odkształcenie sprężyste materiału tulejki pod wpływem nacisku czopa, powodujące wyciskanie oleju z porów (analogia do gąbki!). Na taki mechanizm wypływu oleju z porów zwrócił uwagę szwedzki badacz pormetów Heuberger [2].
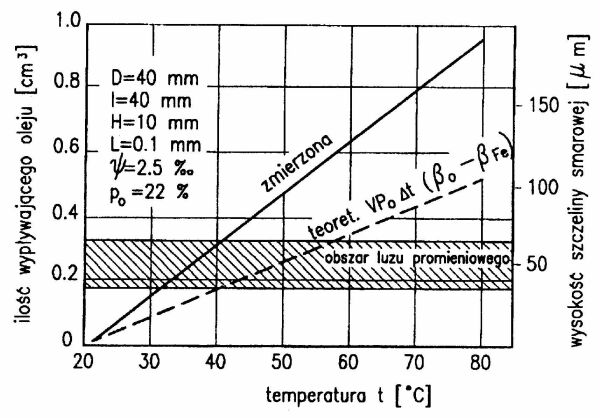
Niektórzy badacze [3] uważają, że ilość oleju wypływającego z porów nie wystarcza do zapełnienia szczeliny smarowej. Jednak badania własne wykazały, że ilość ta może znacznie przewyższyć objętość tej szczeliny. Pokazano to na rys. 2. Okazało się przy tym, że ilość oleju wypływającego z porów jest znacznie większa niż wynikałoby to z różnicy rozszerzalności cieplnej oleju i stali (badano pormety żelazne). W związku z tym wysunięto hipotezę, że dodatkową i to nie małą rolę odgrywają tu poduszki powietrzne, powstałe podczas nasycania pormetu w ślepych odnogach porów.
 |
|
Wskutek ruchu czopa w obecności oleju w szczelinie smarowej powstaje ciśnienie hydrodynamiczne, które w następnej fazie ruchu zmienia całkowicie mechanizm smarowania. W obszarze wysokich ciśnień hydrodynamicznych olej jest wtłaczany z powrotem do ścianki porowatej, przepływa przez nią i w obszarze niskich ciśnień wypływa z porów znów do szczeliny smarowej. Aż do chwili ustalenia się równowagi cieplnej łożyska działa równocześnie wypływ termiczny, tj. wypływ spowodowany różnicą rozszerzalności cieplnej oleju i metalu. Z chwilą osiągnięcia równowagi cieplnej przy danym obciążeniu łożyska i prędkości obrotowej czopa istnieje już tylko „ciśnieniowa" cyrkulacja oleju w obrębie szczelina smarowa-ścianka porowata-szczelina smarowa.
Przy zmniejszeniu obciążenia łożyska oraz po zatrzymaniu czopa następuje reabsorpcja oleju do porów wskutek ochłodzenia szkieletu metalowego i medium. Poza własnym smarowaniem łożysko z pormetu nasycone olejem ma też w pewnym stopniu samoczynną regulację. Przy zwiększonym tarciu powstaje więcej ciepła, co powoduje - w pewnych granicach - zwiększony wypływ oleju i możliwość zmniejszenia tarcia.
Na rysunku 3 pokazano schemat opisanego samosmarowania łożyska porowatego.
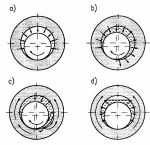 |
Rys. 3. Schemat samosmarowania pormetów [4]:
a-rozruch,
b - ruch, termiczny wypływ oleju + ciśnieniowe krążenie,
c - stan równowagi cieplnej-krążenie ciśnieniowe,
d - postój, wyrównawczy przepływ oleju w ściance
Fig. 3. Scheme of self-lubrication of porous bearing [4]:
a- starting,
b - operation, flow due to thermal expansion + pressure induced circulation,
c - thermal balance, pressure induced circulation only,
d - standstill, levelling flow of oil in the wall of a bushing |
4. NOŚNOŚĆ
Nośność tradycyjnego, nieporowatego łożyska ślizgowego w zakresie najbezpieczniejszym, tj. przy tarciu płynnym, jest funkcją parametrów ruchowych (p,v), konstrukcyjnych (luz łożyskowy, lepkość oleju) i technologicznych (stan współpracujących powierzchni).
W łożysku porowatym na nośność dodatkowo wpływają:
- ograniczona ilość oleju i prędkość jego obiegu,
- zmniejszenie wyporu hydrodynamicznego wskutek połączenia przestrzeni szczeliny smarowej poprzez pory i ich ujścia w czołach tulei - z atmosferą, a także poprzez połączenie obszaru wysokich ciśnień szczeliny smarowej z obszarem ciśnień niskich.
Określanie nośności łożysk porowatych, tj. takiego obciążenia, przy którym może ono jeszcze bezpiecznie pracować idzie dwiema drogami: za pomocą badań doświadczalnych oraz drogą analizy teoretycznej.
Badania doświadczalne były wcześniejsze i są prowadzone na szeroką skalę. Zazwyczaj określa się dopuszczalne obciążenia dla danych prędkości poślizgu. Niestety przyjmuje się przy tym różne kryteria granicznych obciążeń, co oczywiście znacznie ogranicza porównywalność oraz wykorzystanie wyników badań. Zazwyczaj takimi kryteriami są: graniczna temperatura łożyska lub graniczne zużycie. Kryterium cieplne jest bardziej odpowiednie ze względu na starzenie oleju, a przede wszystkim ze względu na niebezpieczeństwo bezpowrotnej jego utraty wskutek wypływu przez czoła tulejki. Zazwyczaj ogranicza się temperaturę łożyska porowatego do 60°C, w wyjątkowych wypadkach do 80°C.
Na rysunku 4 pokazano przykładowe „krzywe graniczne” w układzie p-v, pochodzące z różnych badań.
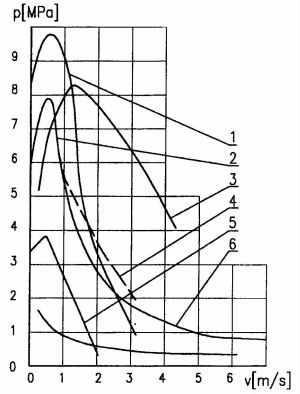 |
Rys. 4. Krzywe graniczne według:
l - „Glissa” (Szwecja),
2 - Belak (Czechy),
3 - Bleichert (Niemcy),
4 - Rakovski (Rosja),
5 - Hummel (Niemcy),
6 - „Ferrolit” (Szwecja)
Fig. 4. Boundary curves according to:
l - „Glissa” (Sweden),
2 - Belak (Czech),
3 - Bleichert (Germany),
4 - Rakovski (Russia),
5 - Hummel (Germany),
6 - „Ferrolit” (Sweden)
|
Na wykresach tych uwagę zwracają trzy rzeczy: 1° - duża rozbieżność wyników (w skrajnych wypadkach, przy małych prędkościach, wynosząca jak l :5), 2° - gwałtowny spadek nośności przy zwiększanej prędkości oraz 3° - zmniejszająca się nośność przy bardzo małych prędkościach.
Duża rozbieżność wyników pochodzi zarówno z przyjęcia różnych kryteriów granicznych jak i z różnych warunków badań. Gwałtowny spadek nośności ze wzrostem prędkości wynika z ograniczonej ilości oleju w porach, a przez to ograniczonej możliwości chłodzenia łożyska. Wreszcie zmniejszająca się nośność przy małych prędkościach jest wynikiem przewagi kryterium „awaryjnego” nad kryterium „cieplnym”: przy małych prędkościach ilość ciepła jest zbyt mała dla wydzielania się dostatecznej ilości oleju z porów, występuje tarcie mieszane z dużym udziałem tarcia suchego, co grozi awaryjnym zużywaniem (np. adhezyjnym).
Zarówno przedstawione wyniki badań jak i praktyka przemysłowa wskazują, że porowate łożyska spiekane, przy samosmarowaniu, stanowią doskonałe uzupełnienie tradycyjnych łożysk (nieporowatych) smarowanych konwencjonalnie, pracujących przy tarciu płynnym. Łożyska porowate - ze względu na nośność - mają swoje miejsce szczególnie przy małych prędkościach. W tych warunkach, jak wiadomo, często trudno uzyskać wystarczający wypór w łożyskach nieporowatych smarowanych hydrodynamicznie.
Analizy teoretyczne dotyczące nośności pormetów w warunkach tarcia płynnego prowadzono już od lat sześćdziesiątych mijającego wieku (Morgan, Cameron. Tipei, Korovćinskij). W Polsce tym zagadnieniem zajmowali się B. Korytkowski i K. Krzemiński. Jakkolwiek analizy te obarczone są wieloma uproszczeniami, interesujące są ich wyniki. Wskazują one bowiem tendencje i możliwości sterowania nośnością pormetów. Pewne konkluzje wynikające z wcześniejszych rozważań, badaczy wymienionych w nawiasie powyżej zestawiono w [5]. I tak:
a) Nośność łożysk porowatych jest zależna od współczynnika konstrukcyjnego o postaci:
 | (1) |
gdzie: k - jest współczynnikiem zależnym od stosunków wymiarów łożyska, F - współczynnikiem przepuszczalności pormetu, R - promieniem panwi, r - promieniem czopa.
Dla danych wymiarów tulejki łożyskowej (promienia i grubości ścianki) liczba Sommerfelda (So = p(y2 / hw) będzie zależna od tego współczynnika oraz od mimośrodowości względnej:
Ze wzrostem P nośność dla danej mimośrodowości maleje, co jest oczywiste że względu na to, że czynnik ten jest wprost proporcjonalny do przepuszczalności. Wpływ luzu łożyskowego na wartość P jest uzasadniony tym, że wpływa on na wielkość łuku na obwodzie łożyska pozostającego pod ciśnieniem hydrodynamicznym oleju (zmniejsza się obszar ciśnieniowy przy zwiększonym luzie).
Zależność So =f(P,e) można nazwać warunkiem tarcia płynnego dla łożysk porowatych. Przy założonej chropowatości powierzchni roboczych, wymiarach tulejki i czopa oraz przepuszczalności i przy określonych parametrach ruchowych (p,w) - można tak dobrać olej (h), aby uzyskać co najmniej równość p y2/hw = So(P,e).
b) Dobór oleju wymaga znajomości temperatury roboczej łożyska ze względu na zmianę lepkości ze zmianą temperatury. W ten sposób przy rozważaniu nośności łożyska porowatego koniecznie jest uwzględnienie także warunku równowagi cieplnej łożyska. Przy tarciu płynnym w łożysku nieporowatym współczynnik tarcia jest funkcją mimośrodowości. W łożyskach porowatych na wielkość tę ma dodatkowo wpływ czynnik P. Ze zwiększeniem P współczynnik tarcia rośnie. Jest to oczywiste, jeśli uwzględnić, że liczba Sommerfelda - przy równej mimośrodowości - jest mniejsza dla łożysk porowatych niż dla monolitów (co wynika z rozważań teoretycznych przytoczonych autorów).
5. TRWAŁOŚĆ
Trwałość zespołów tribologicznych określana jest zazwyczaj granicznym zużyciem ich elementów. W wypadku samosmarownych łożysk porowatych rzecz ma się nieco inaczej. Łożyska te osiągają stan niezdatności wtedy, gdy wyczerpie się ich zdolność smarownicza. Może to nastąpić albo wskutek wycieku oleju na zewnątrz łożyska (przy zbyt wysokiej temperaturze), albo wskutek odparowania oleju. Tej drugiej okoliczności sprzyja ciąg powietrza obmywającego łożysko, np. w wentylatorze (tzw. efekt wentylacyjny). Pogorszenie pracy łożyska z pormetu może być także spowodowane starzeniem się oleju. Starzenie oleju jest w pormetach usilane katalitycznym oddziaływaniem metalu na rozległych powierzchniach wewnętrznych porów.
Wyciek oleju (przez czoła tulejki) oraz jego odparowywanie zabezpiecza się ograniczeniem temperatury roboczej łożyska. Jak już wspomniano, graniczną temperaturą łożysk z pormetów przy ich samosmarowaniu jest 60°C do 80°C, zależnie od lepkości oleju stosowanego do ich nasycania. Temperatura łożyska jest związana z iloczynem pv, określającym natężenie pracy łożyska, a więc i wpływającym na jego bilans cieplny. Tak więc łożyska pracujące poniżej krzywych granicznych, o których była mowa w poprzednim rozdziale, powinny w normalnych warunkach (tj. np. bez efektu wentylacyjnego) pracować co najmniej 1000 godzin. Po tym czasie, lub co roku, zaleca się uzupełniać olej w porach przez dosycenie pormetu [10].
Starzeniu się oleju w pormetach zapobiega się przez odpowiednie dodatki uszlachetniające.
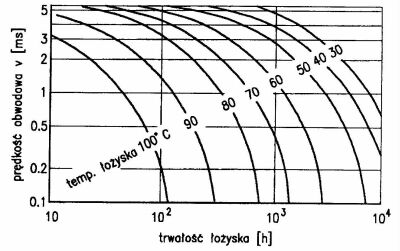
Na rysunku 5 pokazano zależność trwałości łożysk porowatych od prędkości obwodowej czopa oraz od temperatury łożyska.
6. TEORIA A PRAKTYKA
Samosmarowne łożyska porowate znajdują się w użyciu przemysłowym już ponad pół wieku. W okresie tym uzyskano sporo materiału zarówno z praktyki przemysłowej jak i z badań laboratoryjnych. Badania konkretnych łożysk są oczywiście najprostszą drogą do określenia ich przydatności. Czyste doświadczenie nie może jednak prowadzić do dalszego rozwoju. Dlatego rozwinęły się teorie dotyczące mechanizmu samosmarowania. Zestawienie teorii z danymi doświadczalnymi może „urealnić” analizy, obarczone wieloma założeniami upraszczającymi.
Niestety, bezpośrednie porównanie danych z teorii z danymi doświadczalnymi jest trudne ze względu na różne układy, w jakich się rozpatruje łożyska porowate w teorii i w praktyce. Teoria zajmuje się przede wszystkim zmianą nośności przy zmianie parametru porowatości P, podczas gdy dla praktyki przy ustalonej wartości P ważna jest zmiana nośności przy zmianie prędkości ślizgania.
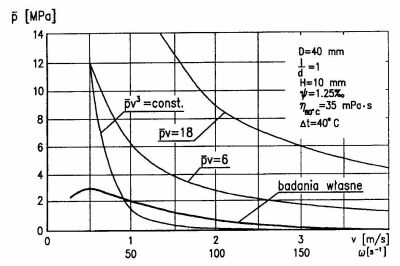
Na wykresie pokazanym na rys. 6 porównano wyniki badań nad żelaznymi łożyskami porowatymi przeprowadzonymi przez autora z danymi według teorii Morgana-Camerona [6]. Przeprowadzono je na następujących zasadach.
 | |
Przebieg krzywej nośności jest warunkowany stanem cieplnym łożyska. Jeśli przyjąć stałą lepkość oleju w warunkach granicznych, to z bilansu cieplnego łożyska można wyprowadzić następujące równanie:
 | (3) |
gdzie A jest chłodzoną, zewnętrzną powierzchnią łożyska, Dt przyrostem jego temperatury, d i l zaś wymiarami łożyska.
Dalej można pójść dwiema drogami: albo przyjąć stałą średnią wartość współczynnika tarcia µ jak proponuje to Cameron [7] dla obliczeń wstępnych, albo też podstawiać odpowiednie wartości µ, które zależą przy tarciu płynnym od parametru So.
Na rysunku 6 podano:
- krzywą graniczną typu pv=const=18 MPa (m/s) (wartość proponowana przez Camerona [7] jako średnia dla pormetów);
- krzywą graniczną pv=60 MPa (m/s) dla łożyska badanego przez autora, lecz zbudowaną na podstawie danych z teorii [7];
- krzywą pv3=const, którą zbudowano z uwzględnieniem zależności współczynnika tarcia od liczby Sommerfelda So.
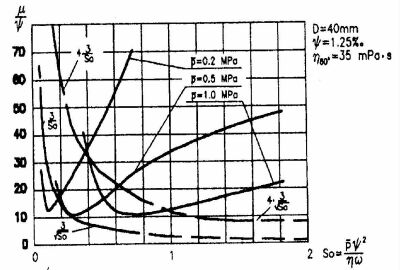
Jak widać z tego porównania, krzywe graniczne określone doświadczalnie przebiegają poniżej krzywych teoretycznych, zbudowanych na podstawie jednej z wymienionych wcześniej teorii. Jedynie krzywa pv3 przy większych prędkościach daje niższe wartości dopuszczalnych nacisków niż krzywa doświadczalna. O ile przy większych prędkościach i małych naciskach przebiegi krzywych są stosunkowo zgodne, co świadczyłoby o różnicy tylko w wartościach a nie w funkcji, o tyle w zakresie małych prędkości i większych nacisków (większe wartości «Sb) krzywa doświadczalna wyraźnie odchyla się od wszystkich krzywych teoretycznych. Świadczy to prawdopodobnie o pracy łożyska w tym obszarze przy tarciu mieszanym. Fakt ten został potwierdzony pomiarami oporu elektrycznego między czopem i panwią podczas badań przeprowadzonych przez autora.
Potwierdza się to także na rysunku 7, na którym podano przykładowo zmierzone wartości współczynnika tarcia. Liniami kreskowymi zaznaczono tu dla porównania przebieg wartości współczynnika tarcia dla łożyska nieporowatego według [8] (dolna krzywa) oraz powiększonego w stosunku So/Sopor @ 4 [7] współczynnika tarcia dla pormetu (So - liczba Sommerfelda dla łożyska nieporowatego, Sopor - dla łożyska porowatego, przy mimośrodowości względnej e @ 0,96).
 | |
Na wykresie widać wyraźnie, że przy małych wartościach So (łożyska słabo obciążone) wartości doświadczalne współczynnika tarcia mieszczą się w paśmie pomiędzy obydwiema krzywymi teoretycznymi. Natomiast przy większych obciążeniach (większe wartości So) współczynnik tarcia rośnie gwałtownie, łożysko pracuje wyraźnie przy tarciu mieszanym, prawdopodobnie z dużym udziałem tarcia suchego.
7. ZALETY I WADY, SUKCESY I ROZCZAROWANIA
Podstawową zaletą porowatych łożysk spiekanych jest ich samosmarowność. Oznacza to możliwość ich stosowania jako łożysk bezobsługowych w takich urządzeniach, w których albo ryzykowne jest stosowanie smarowania konwencjonalnego (np. urządzenia przemysłu spożywczego, papierniczego, włókienniczego itp.), albo też nieopłacalne jest stosowanie takiego smarowania. Łożyska te znalazły więc szerokie zastosowanie wszędzie tam, gdzie warunki ruchowe: obciążenia i prędkości są nieduże, pozostające poniżej zbadanych wartości granicznych (krzywe graniczne). Obok wymienionych przemysłów znalazły one zastosowanie w drobnych urządzeniach w motoryzacji, a także powszechnie - w urządzeniach gospodarstwa domowego.
Pomięty przy samosmarowaniu wypełniają-jak już wspominano - lukę w obszarze zastosowań łożysk hydrodynamicznych przy małych i bardzo małych prędkościach i niezbyt dużych obciążeniach. Stosując pomięty w łożyskach smarowanych konwencjonalnie zyskujemy na niezawodności ich działania: w wypadku przerwania smarowania a także w okresach rozruchu i wybiegu samosmarowność tych łożysk jest zabezpieczeniem przed nadmiernym zużywaniem, a nawet zatarciem.
Początkową euforię (lata pięćdziesiąte) z wszechstronnego stosowania samosmarownych pormetów ostudziły nieco niepowodzenia spowodowane zarówno przecenianiem ich możliwości jak i wręcz niewiedzą o ich właściwościach i ograniczeniach wynikających z ich budowy, działania i wytrzymałości. Tak np. zastosowano pormety - z fatalnym skutkiem - do łożyskowania wałka rozrządu silnika spalinowego. Skutek: „rozsypanie się” łożysk, które „nie lubią” obciążeń dynamicznych a szczególnie udarowych.
Mam także przykład łożyska z pomietli, który zastosowano w łożyskowaniu chwytaka dźwigowego przy obciążeniu znacznie przekraczającym wytrzymałość tego materiału na ściskanie. W instrukcji obsługi silnika jednego z ciągników przeczytałem (lata sześćdziesiąte) z ogromnym zdumieniem, że łożyska rozrusznika należy podczas okresowego remontu przemyć benzyną, a następnie zapełnić towotem. Łożyska rozruszników były (i są) wykonane z pormetów nasyconych olejem! Takie i podobne błędy konstrukcyjne i eksploatacyjne ostudziły nieco mniemanie o uniwersalności samosmarownych łożysk z pormetów, sprowadzając ich stosowanie do racjonalnych rozmiarów.
8. ROZWÓJ
Od czasów wynalezienia samosmarownych pormetów ich udoskonalenia idą w dwóch kierunkach: kształtowania odpowiedniej matrycy metalowej (porowatej) oraz znalezienia odpowiedniego środka smarnego do nasycania.
Dzięki wieloletnim badaniom i weryfikacji praktycznej w zasadzie ustalono optymalną porowatość tych materiałów. Wynosi ona, jak wspomniano, 20-30%. To optimum jest kompromisem pomiędzy tendencją do maksymalnej objętości oleju w porach i koniecznością utrzymania możliwie dużej wytrzymałości (szczególnie na ściskanie) pormetu. Jakkolwiek czyniono próby wytwarzania i stosowania (do celów łożyskowania) pormetów z różnych metali, to w praktyce ostały się dwie grupy tych materiałów: pormety żelazne i pormety brązowe. Obydwa rodzaje produkowane są także z dodatkiem grafitu. Można zatem powiedzieć, że co do matrycy porowatej rozwój pormetów w pewnym sensie się ustabilizował.
Bardziej dynamicznie przedstawia się rozwój środka smarnego stosowanego do wypełniania porowatej matrycy. Istotnym krokiem w tym przedmiocie było zastosowanie przez firmę Glacier wypełniania pormetów smarami stałymi w postaci PTFE i poliacetalu, zmieszanych z proszkiem ołowiu. Ta postać samosmarownego pormetu znalazła zastosowanie przede wszystkim w produkcji cienkościennych łożysk wytwarzanych z taśmy stalowej, na której spieka się porowate brąz, po czym nasyca się go wymienionymi polimerami. Podobnych rozwiązań było kilka, z różnymi polimerami i ich wypełniaczami. Wydaje się jednak, że dalszy postęp w doskonaleniu pormetów łożyskowych będzie polegał na doborze nowych olejów oraz ich kompozycji z różnymi dodatkami, m.in. smarów stałych. Te środki smarne powinny zwiększyć obciążalność pormetów, szczególnie w zakresie małych prędkości, tj. wtedy gdy istnieje niebezpieczeństwo zatarcia (stworzenie możliwie trwałej warstewki granicznej). Ostatnio, obok doboru odpowiednich olejów, odnotowuje się takie próby, np. [9].W Zakładzie Podstaw Konstrukcji Maszyn i Tribologii Politechniki Wrocławskiej rozpoczęliśmy także badania nad skutecznością stosowania kompozycji olej-smary stałe.
|