WPŁYW TEMPERATURY OTOCZENIA WĘZŁA TARCIA NA WŁAŚCIWOŚCI TRIBOLOGICZNE KOMPOZYTÓW METALOŻYWICZNYCH
AN EFFECT OF AMBIENT TEMPERATURE ON TRIBOLOGICAL PROPERTIES OF THE METAL-RESINOUS COMPOSITE
Słowa kluczowe: kompozyty metalożywiczne, charakterystyki tarciowo-zużyciowej, analiza termiczna, regeneracja
Key-words: metal resinous composites, wear and friction characteristics, thermal analysis, regeneration
#Instytut Technologii Eksploatacji, ul. Pułaskiego 6/10, 26-200 Radom, tel. (048) 442-41.
*Janusz DASIEWICZ, Janusz JANECKI, Zbigniew PAWELEC; "WPŁYW TEMPERATURY OTOCZENIA WĘZŁA TARCIA NA WŁAŚCIWOŚCI TRIBOLOGICZNE KOMPOZYTÓW METALOŻYWICZNYCH", TRIBOLOGIA nr 6 / 1999 s.783.
Streszczenie
W pracy przedstawiono niektóre wyniki badań kompozytów metalożywicznych przeznaczonych do pracy w podwyższonych temperaturach otoczenia węzłów tarcia. Zaprezentowano charakterystyki tarciowo-zużyciowe kompozytów wykonane na przebudowanej maszynie typu T-05, która ma możliwość regulacji i stabilizacji temperatury otoczenia węzła tarcia. Określono również odporność termiczną kompozytów metodą derywatograficzną.
WPROWADZENIE
Wiele trących elementów maszyn (np. łożyska ślizgowe) podlega podczas eksploatacji intensywnemu zużywaniu. Często wynikiem szybkiej destrukcji węzła tarcia jest podwyższona temperatura otoczenia panująca w miejscu pracy. Konstrukcja węzłów tarcia nie zawsze umożliwia zastosowanie skutecznej metody jej obniżania [L. l]. Dlatego prowadzone są badania nad materiałem łożyskowym - z kompozytem metalożywicznym nadającym się do stosowania w podwyższonych temperaturach otoczenia węzła tarcia. W tym celu przebudowano maszynę typu T-05 tak, by była możliwość zadawania i stabilizowania temperatury otoczenia węzła tarcia.
Opracowanie takiego materiału poszerza znacznie możliwość zastąpienia klasycznych metod regeneracji (nakładanie warstwy napawaniem, metalizowaniem natryskowym, procesem galwanizacji itp.), które są nieekologiczne i dość drogie. Ponadto wymagają stosowania odpowiedniej, nieraz kosztownej aparatury i pracy wysoko kwalifikowanych fachowców.
Możliwe będzie również zastąpienie kompozytami metalożywicznymi ślizgowych elementów maszyn wykonanych z mniej odpornych termicznie polimerów termoplastycznych [L. 2, 3].
STANOWISKO BADAWCZE
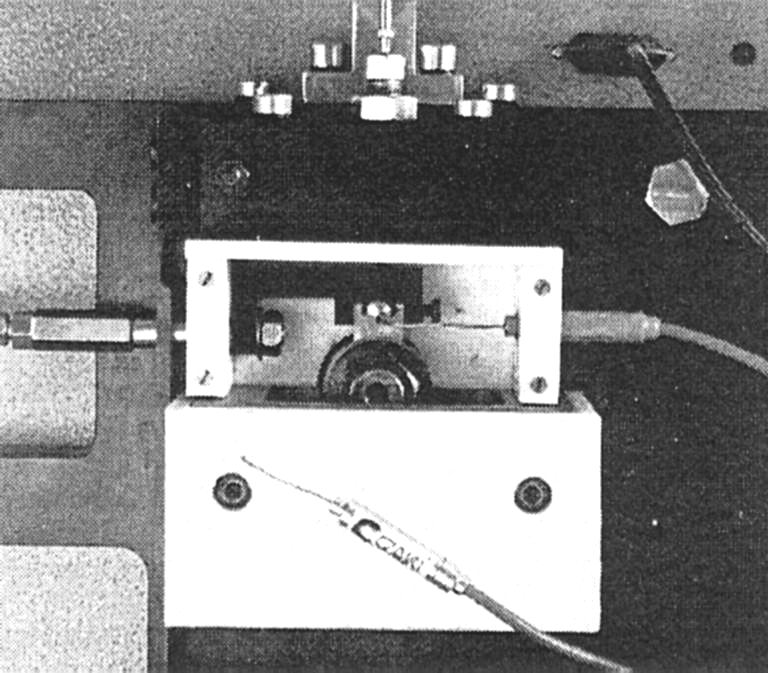
Dokonano modernizacji urządzenia badawczego - testera tribologicznego T-05. Dotyczyła ona przede wszystkim zewnętrznej części wrzeciona napędowego testera. Jako źródło ciepła został wykorzystany podgrzewany zbiornik na ciecz smarującą. Dolna część zabudowy tego zbiornika wykonana jest z poliamidu, a górna część z polimetakrylanu metylu, co umożliwia obserwację przebiegu badań (RYS. l). W pierwszej wersji urządzenia jako medium grzewcze wykorzystano olej transformatorowy, jednak powyżej temperatury 100°C występowało zjawisko parowania lżejszych frakcji olejowych, które wpływały na przebieg procesu tarcia i zniekształcały wyniki pomiarów. W tej sytuacji zrezygnowano z oleju jako medium grzewczego; zwiększono dodatkowo izolację podgrzewanego zbiornika a badany węzeł tarcia (RYS. 2) był ogrzewany konwekcyjnie przez otaczające go ciepłe powietrze.
Wykorzystując mikroprocesorowy sterownik tribologiczny uruchomiono dodatkowy tor pomiaru, sterowania i rejestracji temperatury otoczenia węzła tarcia. Została wykonana kalibracja układu pomiaru temperatury i wykreślono zależność temperatury otoczenia węzła tarcia od temperatury źródła ciepła. Przeprowadzono wstępne testy tribologiczne kompozytów metalożywicznych dla różnego poziomu wymuszeń cieplnych.
Rys. l. Widok węzła tarcia zabudowanego komorą grzewczą
Fig. l. The friction pair and the test chamber
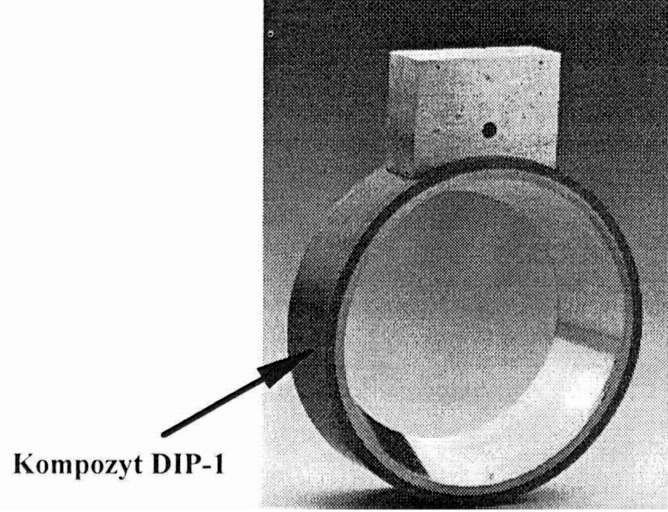
Rys. 2. Modelowy węzeł tarcia-rolka (czop z nałożona warstwą kompozytu DIP-1) przeciwpróbka brąz B 101
Fig. 2. The model friction pair - a ring covered with the DIP-1 composite and a block made of B 101 bronze
WYNIKI BADAŃ ODPORNOŚCI CIEPLNEJ KOMPOZYTÓW
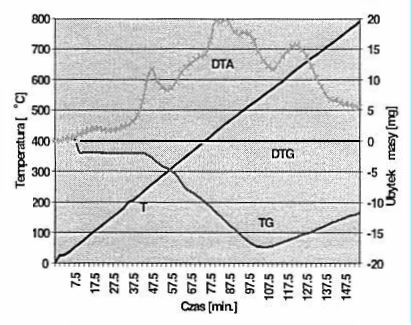
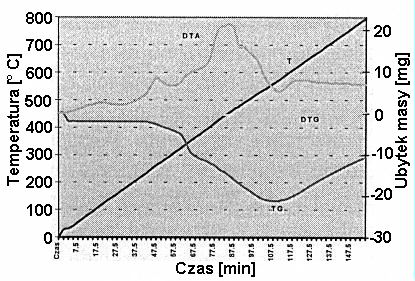
W pierwszym etapie badań dokonano oceny właściwości cieplnych kompozytów metodą derywatograficzną. Analiza termiczna polega na pomiarze zmian właściwości fizycznych substancji, która podlega kontrolowanym zmianom temperatury. Rozkład termiczny polimerów składa się z licznych reakcji elementarnych: odczepiania fragmentów łańcucha, podstawników bocznych oraz produktów lotnych wytworzonych w wyniku przegrupowań wewnątrz i międzycząsteczkowych. Najczęściej stosowanymi metodami analizy termicznej służącej do badania przebiegu procesu degradacji polimeru są: termograwimetria (TG), różnicowa analiza termiczna (DTA) i różnicowa kalorymetria skaningowa (DSC) [L. 4].
Na podstawie krzywej TG (zmiany masy) oraz charakteru krzywej DTG (pochodnej zmiany masy) wyznaczono następujące charakterystyczne wielkości:
Tpr - temperatura początku rozkładu,
Tkr - temperatura zakończenia procesu rozkładu
oraz dla porównania stabilności termicznej kompozytu procentowy ubytek masy do temperatury 300 i 350°C (TAB. l).
Stabilność cieplna jest ważną cechą lepiszczy stosowanych w materiałach kompozytowych. Badania derywatograficzne mogą służyć do wstępnej oceny jakości materiałów kompozytowych, tj. pozwalają ocenić trwałość cieplną, ubytek masy oraz temperaturę rozkładu kompozytu jak i poszczególnych składników.
Tabela l. Wyniki badania metodą derywatograficzną rozkładu termicznego kompozytów metalożywicznych z różnymi dodatkami ślizgowymi
Rodzaj dodatku ślizgowego
Temperatura początku rozkładu Tpr [°C]
Temperatura zakończenia rozkładu Tkr [°C]
Ubytek masy [%] do temp.
300°C
350°C
Grafit
250
547
6,4
11,1
MoS2
253
501
6,0
12,2
BN
254
584
5,7
13,4
Grafit+MoS2
271
503
1,7
8,4
Grafit+MoS2+BN
260
582
2,8
7,4
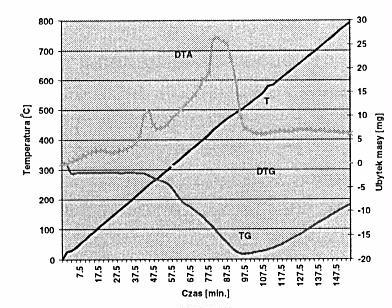
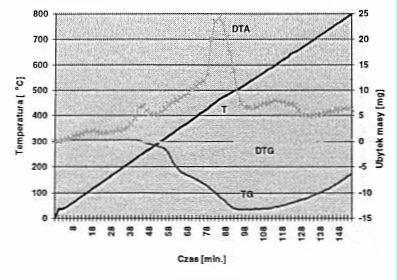
Problem oceny wpływu temperatury na zachowanie się kompozytu jest bardzo ważny, gdyż, co potwierdzono zarówno w analizie termograwimetrycznej, jak i przede wszystkim w testach tribologicznych, temperatura jest tym czynnikiem, który decyduje o trwałości i niezawodności pracy kompozytu w skojarzeniu ślizgowym. Wszystkie próbki kompozytowe w zadanym zakresie temperatury wykazują dwustopniowy rozkład w atmosferze powietrza [L. 5]. W zakresie temperatur ok. 250-500°C następuje szybki ubytek masy z przewagą procesów endotermicznych rozkładu. W drugim etapie termicznego rozkładu kompozytów powyżej temperatury ok. 450°C ma miejsce wolniejszy ubytek masy z przewagą egzotermicznych reakcji utleniania (RYS. 3-6).
Fig. 6. The thermal analysis of the composite with the set of additives (graphite + MoS2)
Odmienne przebiegi krzywych termicznej analizy różnicowej wynikają przede wszystkim z różnic w składzie kompozytów. Kompozyty zawierające w swoim składzie dwusiarczek molibdenu i grafit w układzie pojedynczym wykazują najniższe temperatury początku rozkładu, jak również odpowiadające im najwyższe ubytki masy do temperatury 300°C. Wysoką temperaturę końca rozkładu posiadają kompozyty zawierające w swoim składzie azotek boru (BN). Powodem tego jest większa odporność termiczna tego dodatku w zakresie wyższych temperatur. Najwyższa temperatura początku rozkładu i kilkakrotnie mniejszy ubytek masy w porównaniu z innymi próbkami cechuje kompozyty zawierające w swoim składzie grafit i dwusiarczek molibdenu. W następnym etapie badań przeprowadzono testy tribologiczne, które będą mogły potwierdzić wysoką odporność termiczną kompozytu zawierającego łączone dodatki smarne z odpornością temperaturową tego materiału w trakcie badań tribologicznych.
WYNIKI BADAŃ TRIBOLOGICZNYCH
Eksperyment tribologiczny przeprowadzono na opisanym wcześniej zmodyfikowanym testerze T-05 stosując następujące warunki badań:
- nacisk - 6 MPa,
- prędkość - 0,27 m/s,
- droga - 2000 m
oraz przy określonych temperaturach źródła ciepła i odpowiadających im temperaturach otoczenia węzła tarcia (TAB. 2).
Rys. 7. Przebieg zmian temperatury węzła tarcia i współczynnika tarcia skojarzenia kompozyt metalożywiczny-brąz B101 (temperatura otoczenia węzła 25°C) w funkcji drogi tarcia
Fig. 7. The friction pair bulk temperature and friction coefficient versus time for the metal-resinous composite (ambient temperaturę: 25°C)
Tabela 2. Temperatura źródła ciepła i odpowiadająca jej temperatura otoczenia węzła tarcia
Temperatura źródła ciepła [°C]
30
90
130
Temperatura otoczenia węzła tarcia [°C]
25
45
60
Parametry i warunki badań przyjęto na podstawie danych otrzymanych od użytkowników kompozytu między innymi w przemyśle włókienniczym, a charakterystyki tarciowo-zużyciowe przedstawiono na wykresach.
Rys. 8. Przebieg zmian temperatury węzła tarcia i współczynnika tarcia skojarzenia kompozyt metalożywiczny-brąz B101 (temperatura otoczenia węzła 45°C) w funkcji drogi tarcia
Fig. 8. The friction pair bulk temperature and friction coefficient versus time for the metal-resinous composite (ambient temperature: 45°C)
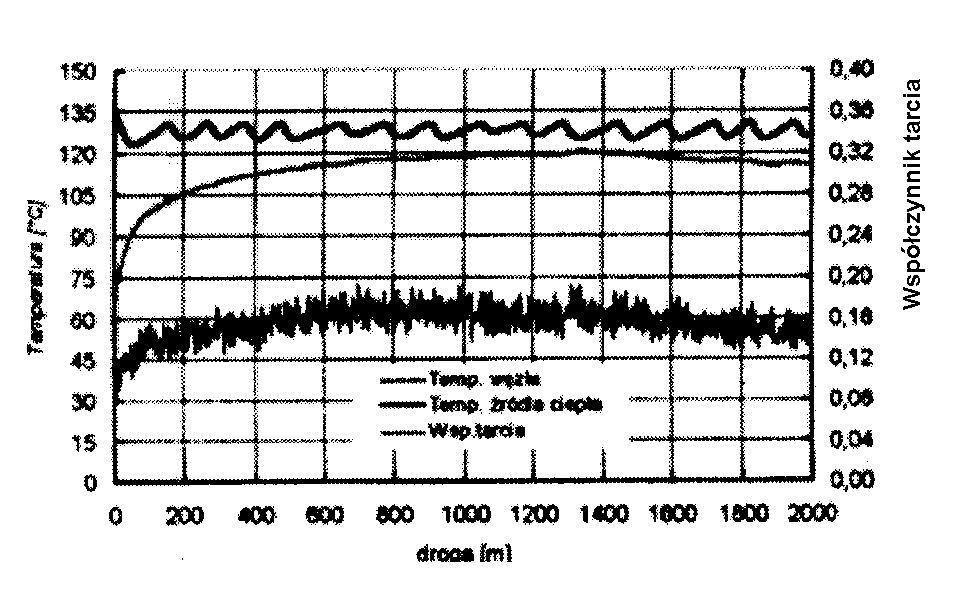
Rys. 9. Przebieg zmian temperatury węzła tarcia i współczynnika tarcia skojarzenia kompozyt metalożywiczny-brąz B101 (temperatura otoczenia węzła 60°C) w funkcji drogi tarcia
Fig. 9. The friction pair bulk temperature and friction coefficient versus time for the metal-resinous composite (ambient temperature: 60°C)
Otrzymane przebiegi zmian zarówno temperatury węzła tarcia, jak i współczynnika tarcia świadczą o łagodnym przebiegu procesu tarcia i zużywania oraz ich dużej stabilności termicznej kompozytu. Najszybszą stabilizację temperatury węzła i współczynnika tarcia z lekką tendencją spadkową zanotowano dla temperatury otoczenia węzła 60°C (RYS. 9). Średnia temperatura mierzona w przeciwpróbce wynosi 114°C, a współczynnik tarcia- 0,16.
Rys. 10. Łączne zużycie liniowe węzła tarcia
Fig. 10. The total linear wear ofthe friction pair
W pozostałych dwóch przypadkach wartości te wynoszą odpowiednio 89°C, 107°C oraz 0,12 i 0,15 (RYS. 7, 8). Uzyskane rezultaty upoważniają do stwierdzenia, że podwyższona temperatura otoczenia węzła tarcia nie wpływa znacząco na wartości parametrów tribologicznych. Niewielkie różnice w zużyciu kompozytu (RYS. 10) mogą być spowodowane tym, że podwyższona temperatura sprzyja procesowi lepszego usieciowania kompozytu, co wiąże się ze wzrostem odporności na zużywanie. Ponadto wzrost temperatury ułatwia lepsze smarowanie stosowanym smarem plastycznym w początkowym - bardzo ważnym - okresie procesu tarcia.
WNIOSKI
Na podstawie wstępnie przeprowadzonych badań laboratoryjnych można wyciągnąć interesujący i ważny dla praktyki przemysłowej wniosek:
kompozyty metalożywiczne mogą być stosowane do regeneracji ślizgowych elementów maszyn pracujących w podwyższonej temperaturze otoczenia węzła tarcia. Do wyznaczonej w badaniach wartości temperatury sprzyja ona stabilności przebiegu procesu tarcia i w znikomym stopniu wpływa na wielkość zużycia. Na użytkowe własności kompozytu metalożywicznego w węzłach tarcia ma jednak przede wszystkim wpływ ciepło wydzielane w wyniku procesu tarcia.
LITERATURA
Szczerek M.: Metodologiczne problemy systematyzacji i eksperymentalnych badań tribologicznych. Instytut Technologii Eksploatacji, Radom 1997.
Janecki J.: Zużycie części samochodowych wykonanych z tworzyw sztucznych. WKK, Warszawa 1982.
Dasiewicz J.: Badania możliwości modyfikacji własności tribologicznych kompozytu metalożywicznego napełniaczami nieaktywnymi. Sprawozdanie z grantu KBN 3 P402 047 06, 1996.
Rudnik E., Dobkowski Z., Winiarska A.: Analiza termiczna polimerów, nowe kierunki rozwoju i zastosowania. Polimery nr 42 1997.
The paper presents some results of investigation of metal-resinous composites recommended for operating at elevated temperatures. Wear and friction characteristics of the composites were obtained on the modified T-05 block-on-ring testing machine. The machine was equipped with a system for stabilisation and control of friction couple temperature. The thermal resistance of the composites was determined using thermogravimetry.