Literatura dotycząca problemów zużywania części maszyn wskazuje na bardzo duże zróżnicowanie zarówno procesów zużywania, poszczególnych rodzajów materiałów (metale czyste i ich stopy), jak też na bardzo zróżnicowany wpływ poszczególnych parametrów procesu współpracy tarciowej elementów na ostateczny efekt procesu tarcia, a mianowicie wartość zużycia globalnego pary (lub intensywności zużywania).
*Janusz JANECKI; „ Zużycie części samochodowych wykonanych z tworzyw sztucznych”, rozdz. 4.2 Wyd. Komunikacji i łączności 1982 r.
Literatura, precyzując dość jednoznacznie właściwości użytkowe materiałów i możliwość ich przewidywania na podstawie określonych właściwości mechanicznych i wytrzymałościowych na elementy konstrukcyjne, jednoznacznie mówi, że brak dotychczas niemal jakichkolwiek uogólnionych wskaźników lub metod analitycznych, na podstawie których można by przewidzieć zachowywanie się materiałów w eksploatacji w węzłach tarcia. Wpływ na to ma na pewno trudność zinwentaryzowania jakości oddziaływania parametrów eksploatacyjnych oraz to, że na pozór nieznaczne zmiany w budowie warstwy wierzchniej, nawet podobnego lub tego samego materiału, mogą bardzo intensywnie wpływać na efekt jakim jest intensywność zużywania. Wreszcie ogromna ilość możliwych wariantów węzłów tarcia -oraz cechy eksploatacji nie pozwoliły do dzisiaj stworzyć skutecznej uogólnionej recepty na prognozowanie trwałości (intensywności zużywania) elementów trących. Na podstawie współczesnego stanu nauki można w zasadzie z dość znacznym przybliżeniem prognozować właściwości tarciowe współpracujących par; prognozowanie właściwości zużyciowych jest na razie niemożliwe, poza bardzo sporadycznymi przypadkami konkretnych części maszyn.
Znacznie gorzej przedstawia się sprawa prognozowania tarcia i zużycia tworzyw sztucznych, przede wszystkim użytkowych par tarciowych metal - tworzywo sztuczne. Jest to spowodowane przede wszystkim tym, że tworzywo sztuczne (polimer lub polimer wypełniony) jako tworzywo konstrukcyjne na trące elementy maszyn jest znane od niewielu stosunkowo lat. Bowiem dopiero w ostatnich latach drugiej połowy naszego wieku rozwinięto szerzej badania w obszarze trybologii tworzyw sztucznych. Wreszcie - chemia polimerów dokonała tak rewolucyjnego skoku, tworząc niezliczone ilości gatunków tworzyw sztucznych, że nie sposób przy obecnym stanie nauki przewidzieć wszystkich możliwych wartości cech, poszczególnych gatunków tworzyw uczestniczących w tarciu części maszyn. Jako duże osiągnięcie należy traktować orientacyjne określenie stopnia cierności tworzyw sztucznych (współczynniki tarcia) oraz określenie dla niektórych tworzyw sztucznych wartości parametru p · v (iloczyn nacisku i prędkości) determinujących obszary możliwego zastosowania danego tworzywa w węźle tarcia.
Właściwości, bardzo zróżnicowane, tworzyw sztucznych stwarzają bardzo charakterystyczne dla nich warunki procesów zużywania. Do najważniejszych charakterystycznych właściwości rzutujących bezpośrednio na trybologiczną przydatność tworzyw sztucznych (przede wszystkim termoplastycznych) należy zaliczyć:
Lepkosprężystość tworzyw sztucznych. Lepkosprężystość tworzyw wywołuje wiele zjawisk wyraźnie odmiennych od tych, które dotyczą metali. Przede wszystkim odkształcenie tworzyw sztucznych jest funkcją nie wyłącznie obciążenia, lecz również czasu. Tworzywa te pod wpływem obciążenia stałego po pewnym, z reguły zresztą dość długim, czasie odkształcają się jakoby nadmiernie w porównaniu z metalami, w których przez całe lata nie zauważa się zmian (np.wydłużenia) w przypadku, gdy wartość obciążenia jest stała i nie osiągnęła granicy plastyczności. Na makropoślizg tworzywa sztucznego składają się nierównomierne i nierównoczesne mikropoślizgi na elementarnych powierzchniach styku. W granicznym przypadku ta nierównomierność mikropoślizgów powoduje, że ruch (odkształcenie) tworzyw nie jest jednostajnie stały, lecz ma charakter skokowy. Z kolei dzięki dużej sprężystości tworzywa sztuczne mają dużą zdolność do ślizgania się po chropowatej powierzchni metalowej, bez towarzyszącego takiemu przemieszczaniu w przypadku metalu odkształcenia plastycznego i dekohezji. Wreszcie, tworzywa sztuczne, szczególnie termoplastyczne, są lepkie i podlegają w związku z tym płynięciu.
Duża wrażliwość na działanie ciepła przy złej przewodności cieplnej w porównaniu z metalem).
Podczas tarcia nieuchronnie wydziela się ciepło - większość energii tarcia zamieniana jest na ciepło. W przypadku złej przewodności cieplnej, a taką mają tworzywa sztuczne, łatwo o bardzo znaczne podgrzanie warstwy wierzchniej przy nawet bardzo minimalnym obciążeniu i prędkości względnej tarcia. Cechy te powodują między innymi znaczny wpływ warunków chłodzenia i zmian parametrów tarcia (nacisku i prędkości) na wartość oporów tarcia i intensywność zużywania, a jednocześnie negatywne zmiany właściwości mechanicznych tworzyw. Mają one także znaczną skłonność do nadtapiania wierzchołków nierówności powierzchni, nawet przy bardzo niedużych obciążeniach węzła tarcia. Tworzywa mają wreszcie wyraźną skłonność do płynięcia w podwyższonej temperaturze. Bardzo łatwe staje się też przy tarciu przekroczenie lub osiągnięcie krytycznej temperatury, o bardzo niedużej zresztą wartości (szczególnie w porównaniu z metalami), której przekroczenie spowoduje znaczne zmięknienie tworzywa (tzw. I temperatura krytyczna) lub po prostu zniszczenie - destrukcję termiczną (tzw. II temperatura krytyczna). Zniszczenie to uwydatnia się zwykle w postaci przejścia tworzywa w stan płynny (tworzywo termoplastyczne) lub jego zwęglenia i rozpadu (rozkruszenia) (termoutwardzalnego, szczególnie kompozyty).
Niestabilność wymiarowa. Ta niestabilność związana jest bezpośrednio dużą rozszerzalnością cieplną, pęcznieniem wskutek absorpcji wody lub po prostu z plastycznym płynięciem. Każde z tych zjawisk doprowadza do utraty właściwości użytkowych danej części trącej. Występuje zmniejszenie luzu w łożysku, prowadzące do zatarcia i wytopienia elementu słabszego, a w przypadku łagodniejszym - do zakłócenia procesu smarowania i znacznego wzrostu oporów tarcia.
Opisane charakterystyczne właściwości tworzyw sztucznych dotyczą wszystkich tworzyw sztucznych, naturalnie jednak w zróżnicowanym stopniu. Z reguły tworzywa termoplastyczne są bardzo wrażliwe na warunki pracy i skłonne do „niszczenia”. Nawet szereg zabiegów technologicznych, przede wszystkim napełnianie tworzywa określonymi napełniaczami, zmienia sytuację jedynie w ograniczonym stopniu. Tworzywa termoutwardzalne są nieco bardziej odporne na działanie ciepła, bardziej też stabilne wymiarowo, jednak i one są bardziej wrażliwe niż porównywalne metale. Wszystkie tworzywa sztuczne mają zatem ograniczony zakres warunków i parametrów tarcia (temperatury), w których mogą pracować z tarciem. Należy jednak podkreślić, że współczesna chemia i technologia przetwarzania tworzyw sztucznych bardzo wyraźnie rozszerzyła granice stosowania określonych gatunków tworzyw sztucznych do pracy z tarciem. Należy też podkreślić, że w obszarze dopuszczalnych obciążeń, prędkości względnej i temperatury tworzywa sztuczne charakteryzują się małym współczynnikiem tarcia i małą intensywnością zużywania, co zwiększa ich rolę w budowie współczesnych węzłów.
Zasadnicze ograniczenie stosowania tworzyw sztucznych w węzłach tarcia stanowi wrażliwość na działanie ciepła. Jest to następstwem bardzo silnego uwarunkowania właściwości mechanicznych tworzyw sztucznych, szczególnie termoplastycznych, od wzrostu temperatury (rys. 4.14 i 4.15). Istnieje również bardzo silna zależność między zawartością wody w tworzywie sztucznym a temperaturą. Niekorzystne właściwości termiczne (słaba przewodność cieplna, duży współczynnik rozszerzalności cieplnej) są także czynnikiem ograniczającym znacznie stosowanie tworzyw sztucznych w węzłach tarcia. Na ogół większość współcześnie stosowanych tworzyw sztucznych traci swoje właściwości użytkowe (jako elementy węzła tarcia) w granicach temperatury 100...200°C, a przy równoczesnym działaniu obciążeń mechanicznych traci je jeszcze wcześniej. Mało jest gatunków tworzyw sztucznych, szczególnie termoplastycznych, które są bardziej odporne na działanie temperatury 100...200°C (np. policzterofluoroetylen - PTFE, a wśród nowoczesnych - poliimidy).
Z rysunku 4.14 wynika, że już dość znaczne pogorszenie właściwości mechanicznych występuje w temperaturze 20...60°C. W tej temperaturze nadtapianie wierzchołków nierówności nie ma jeszcze negatywnego charakteru, gdyż dotyczy przede wszystkim pojedynczych nierówności. W razie dość znacznej chropowatości elementu wykonanego z tworzywa sztucznego nadtapianie w tych warunkach przyczynia się do szybkiego wygładzenia nierówności, a charakter powierzchni jest rezultatem procesu docierania. Powyżej temperatury 60°C zaczyna się okres (przedział) mięknienia tworzywa. Wówczas tworzywo odznacza się już małą wytrzymałością na ścinanie i wykazuje na ogół dużą wartość sił adhezyjnych - wykazuje skłonności adhezyjne do partnera metalowego. W tym obszarze zachodzi dość intensywne zużywanie: ścierne - przy chropowatym kontrelemencie, adhezyjne - przy współpracującym - partnerze o gładkiej powierzchni. Występuje też w tych warunkach proces „naklejania” produktów zużycia do powierzchni partnera metalowego, co zmienia w efekcie znacznie warunki tarcia. Podwyższenie temperatury powoduje zużywanie cieplne; zmienia się stan skupienia materiału warstwy wierzchniej tworzywa sztucznego, zachodzą nieodwracalne zmiany chemiczne (degradacja polimerów). To zużycie nosi już charakter makroskopowy i musi być traktowane jako zużywanie nienormalne, patologiczne.
Rys. 4.14. Wpływ temperatury na twardość niektórych tworzyw wielocząsteczkowych [11]
l - poliformaldehyd (PF),
2 - polipropylen (PP),
3 - polietylen o małej gęstości (PEmg)
Hk - twardość, T - temperatura
Rys. 4.15. Zależność wytrzymałości na rozciąganie Rl tworzyw termoutwardzalnych od temperatury T [11]
Żywice termoutwardzalne (wypełnione lub niewypełnione) wykazują znacznie mniejszą wrażliwość termiczną. Spadek ich właściwości mechanicznych, wytrzymałościowych z temperaturą jest mniej drastyczny niż w tworzywach termoplastycznych. Jest to następstwo silnie usieciowanej struktury, nieosiągalnej w przypadku tworzywa termoplastycznego. Odporność żywic termoutwardzalnych na działanie mechaniczne i zwiększa odpowiedni napełniacz (patrz rys. 4.15). Żywice te są znacznie bardziej odporne na zjawisko nadtapiania oraz bardziej odporne na zużywanie adhezyjne. Z kolei są jednak one, jako bardziej kruche, mniej odporne na działanie zmęczeniowe, zauważalne przede wszystkim tam, gdzie występują obciążenia stykowe (np. w kołach zębatych).
4.2.2. Klasyfikacja rodzajów zużywania
Uprzednio wspomniano, że rodzaje zużywania tworzyw sztucznych nie zostały jeszcze dostatecznie dokładnie zdefiniowane i sklasyfikowane. Niemniej analiza materiałów literaturowych oraz badania i własne obserwacje autora pozwalają, szczególnie w oparciu o analizę mikroprocesów występujących przy zużywaniu tworzywa sztucznego (w parze tworzywo - metal lub tworzywo - tworzywo), dokonać pewnej próby klasyfikacji rodzajów zużywania tej bardzo już ważkiej grupy materiałów konstrukcyjnych, stosowanych dość powszechnie w budowie maszyn i samochodów.
Opisane tu „techniczne” rodzaje zużywania tworzyw sztucznych zachodzą w następstwie jednoczesnego działania szeregu mikroprocesów, czyli procesów elementarnych, opisanych w podrozdziale 4.1.2.
Z nieznacznymi wyjątkami te same elementarne procesy, które działają w tworzywach metalowych, występują też w tworzywach sztucznych. Nieco inny jest oczywiście ich udział „wagowy” w procesach technicznych, a także inne jest znaczenie poszczególnych mikroprocesów w konkretnych, typowych wyłącznie dla tworzyw sztucznych, rodzajach zużycia. Aczkolwiek kilka rodzajów zużycia, wyszczególnionych na rysunku 4.16 dotyczy wszystkich grup gatunków tworzyw, są jednak rodzaje charakterystyczne, występujące niemal wyłącznie w określonej grupie tworzyw. Można wyodrębnić pewne charakterystyczne cechy
Rys. 4.16. Klasyfikacja rodzajów zużycia tworzyw wielkocząsteczkowych i tworzyw sztucznych.
- grupa pierwsza
- tworzywa niskocierne, - tworzywa wysokocierne,
- grupa druga
- tworzywa termoplastyczne, - tworzywa chemo- i termoutwardzalne.
Nie oznacza to, że tworzyw sztucznych nie da się dalej podzielić i sklasyfikować w ramach tych grup i podziałów, przypisując im pewne specyficzne rodzaje zużywania, charakterystyczne ilościowo przede wszystkim ze względu na budowę cząsteczkową tworzywa sztucznego, jednak, jak już wspomniano, trudno stwierdzić, że zawsze tylko jeden rodzaj zużycia występuje dla danego rodzaju tworzywa sztucznego, trącego po metalu (rzadko po tworzywie), a więc ta klasyfikacja jest zadowalająca w zupełności.
Tworzywa sztuczne (prawie zawsze) współpracują tarciowe z metalem, zwykle ze stalą (tworzywa niskocierne) lub żeliwem i staliwem (tworzywa wysokocierne). Bardzo rzadko stosuje się, szczególnie w samochodach, użytkowy tarciowy węzeł, w którym tworzywo sztuczne, zwykle ślizgowe, współpracowałoby z innym metalem, niż metalem na osnowie żelaza. Wprawdzie niekiedy stosuje się pary tworzywo sztuczne - chrom lub tworzywo sztuczne - aluminium, jednak są to przypadki rzadkie, a szczególnie drugą z tych par stosuje się jedynie w drugorzędnych węzłach tarcia (zwykle jako uszczelnienia z tworzyw sztucznych). Procesy zużycia metalu, współpracującego tarciowe z tworzywem sztucznym, nie odbiegają od procesów występujących w klasycznych parach trących wykonanych z metalu. Pewną specyfikę stanowi jedynie fakt wypełniania nierówności powierzchni metalowych przez poszczególne termoplastyczne tworzywa sztuczne (co łagodzi zresztą zużywanie, metalu) oraz dość charakterystyczne dla takiej pary ścieranie metalu tak zwaną szczoteczkę ścierną. Tę „szczoteczkę” stanowi miękkie tworzywo sztuczne, zwykle termoplastyczne, w którego warstwie wierzchniej zostały w procesie współpracy utwierdzone kruche i twarde cząsteczki, produkty zużywania elementu metalowego lub ścierniwa pochodzenia zewnętrznego. Wówczas jednak ścierne zużywanie partnera metalowego jest także z fizycznego punktu widzenia typowe. W odróżnieniu od partnera metalowego, tworzywo sztuczne zużywa się według nieco innych reguł, co zmusza nie tylko do dokonania klasyfikacji rodzajów zużywania, lecz także do wyjaśnienia szczegółów procesu, przede wszystkim ich przebiegu. W każdym razie należy przede wszystkim dość wyraźnie rozróżniać zużywanie tworzyw ciernych z reguły termoutwardzalnych, od zużywania tworzyw niskociernych ślizgowych, zarówno termoutwardzalnych, jak też termoplastycznych.
W razie pracy z dostatecznym smarowaniem lub bez smarowania przy niedużym iloczynie kn · v tworzywa termoplastyczne wykazują mały ubytek masowy (rys. 4.17). Bardziej charakterystyczne jest dla nich specyficzne zużycie „objętościowe”, polegające na makroodkształceniu elementu trącego w wyniku pełzania materiału warstwy wierzchniej w kierunku promieniowym (wynik działania obciążenia normalnego) i obwodowym (wynik działania siły tarcia). W efekcie tego pełzania następuje po pewnym czasie pracy znaczne przedeformowanie warstwy wierzchniej w skali makro i odkształcenie objętościowe, przesądzające o konieczności wymiany elementu wykonanego z tworzywa sztucznego. Takie przypadki na ogół nie zdarzają się przy tarciu par metalowych, chyba że popełniono błąd w doborze metali na trące elementy.
Rys. 4.17. Intensywność zużywania Iz tarnamidu (poliamid) w zależności od iloczynu p · v, przy stałym nacisku jednostkowym kn p - ciśnienie, v - prędkość tarcia, kn = const = l MPa.
Istnieje pewna zasada dotycząca zużywania par tworzywo sztuczne - metal. W skojarzeniach ślizgowych, szczególnie skojarzeniach pracujących ze smarowaniem, nawet bardzo ubogim, z reguły zużywa się tworzywo sztuczne, a rzadziej i mniej partner metalowy. Inaczej jest jedynie wówczas, gdy na przykład łożysko tworzywo sztuczne - metal pracuje na sucho w środowisku ściernym (ciała trzeciego o dużej cierności). Wówczas następuje intensywne zużywanie bądź obu partnerów, bądź przede wszystkim partnera metalowego (wskutek omówionej „szczoteczki ściernej”). Para trąca wysokocierna (sprzęgło, hamulce) natomiast nie wykazuje takich anomalii; w tym przypadku zawsze zużywanie tworzywa sztucznego i partnera metalowego jest wyraźne, a wzajemne proporcje w intensywności zużywania są zależne wyłącznie od ukształtowania cech partnerów. Przykładowo większa cierność tworzywa sztucznego (cierność pary zależy jednak w większym stopniu od tworzywa sztucznego, ciernego, niż od partnera metalowego) prowadzi na ogół do intensywniejszego zużywania się partnera metalowego.
Dla tarcia par tworzywo sztuczne - metal ze smarowaniem typowym rodzajem zużywania jest zużywanie wskutek (lub przez) płynięcia. Jest to proces zużywania tworzywa sztucznego, przede wszystkim termoplastycznego, polegający na narastaniu odkształceń trwałych zarówno powierzchniowych, jak też objętościowych, warstwy wierzchniej trącego elementu, powodujący zmianę jego kształtu ze znikomym ubytkiem masowym. To zużycie występuje także przy niezbyt intensywnym tarciu, w którym nie może być mowy o wysilonych warunkach termicznych i o wysokiej temperaturze warstwy wierzchniej lub całej objętości trącego elementu.
Współczesna literatura dotycząca badań polimerów dowodzi, że pole rzeczywistej powierzchni styku polimeru z metalem rośnie wolniej od obciążenia normalnego; pogląd ten wyraża wzór:
Sr = k • Nn
gdzie:
Sr - pole rzeczywistego styku,
k - współczynnik proporcjonalności,
N - obciążenie normalne,
n - wykładnik, dla tworzyw sztucznych mniejszy od jedności.
Wartość wykładnika n w podanych granicach zależy od właściwości lepkosprężystych polimeru (tworzywa sztucznego) i maleje w miarę wzrostu sprężystości tworzywa sztucznego, a ponadto zależy od chropowatości powierzchni i wielu innych czynników. Wymieniona zależność jest oczywiście słuszna przy zachowaniu stałej temperatury. Wraz z upływem czasu działania obciążenia rośnie udział odkształceń trwałych, co oznacza jednocześnie wzrost wykładnika n, oraz rośnie pole powierzchni rzeczywistego styku. Szczególnie sprzyjające warunki dla płynięcia materiału występują na występach mikronierówności powierzchni. To zjawisko sprzyja szybkiemu wygładzaniu powierzchni tarcia tworzywa sztucznego i szybkiemu zmniejszaniu chropowatości powierzchni, a więc wygładzeniu powierzchni tarcia, o ile inne procesy zużyciowe nie powodują znacznych ubytków materiału wskutek na przykład skrawania. Wygładzenie powierzchni zmniejsza rzeczywiste naciski jednostkowe. Tym tłumaczy się fakt, że przy prawidłowo dobranych proporcjach pary trącej tworzywo sztuczne - metal (uwzględniające nieprzekroczenie granicznej wartości nacisków jednostkowych nominalnych), mimo na pozór dużych odkształceń trwałych i wysokiej temperatury tarcia w początku pracy takiej pary, następuje szybka stabilizacja tarcia (współczynnik tarcia, temperatura warstwy, wierzchniej, chropowatość powierzchni) (rys. 4.18) i harmonijna praca węzła tarcia bez wyraźnie zauważalnych ubytków masowych. Podczas tarcia takiej pary mają miejsce nierówne mikropoślizgi w poszczególnych punktach styku obu powierzchni trących. Nierówność poślizgów wpływa w sumie na pojawienie się falistości powierzchni tarcia, o falach usytuowanych prostopadle do kierunku ruchu.
W procesie zużywania wskutek płynięcia można zatem wyróżnić dwa narastające w czasie rodzaje odkształceń trwałych:
- odkształcenie postaciowe pod, działaniem sił tarcia,
- odkształcenie normalne pod działaniem obciążenia normalnego.
Rys. 4.18. Zmiana współczynnika tarcia i chropowatości powierzchni tarcia poliamidu w typowych okresach czasu pracy (krzywa Lorenca) węzła ślizgowego
I, II, III - okresy pracy, µ - współczynnik tarcia.
Pod działaniem sił tarcia pojawiają się wspomniane falistości powierzchni. Intensywność tego zjawiska, decydująca o procesie powierzchniowego odkształcenia plastycznego, rośnie ze wzrostem lepkości tworzywa, ze wzrostem nacisku oraz ze wzrostem chropowatości metalowej powierzchni współpracującej. Nie jest to zjawisko jednak tak groźne dla żywotności części wykonanej z tworzywa sztucznego, jak zjawisko występowania odkształceń trwałych, normalnych, wywołanych obciążeniem normalnym. Działanie to powoduje „osiadanie” tworzywa, stanowiącego w efekcie, przy większych naciskach jednostkowych, znaczny udział w zużyciu liniowym (mimo braku zużycia masowego). Niewłaściwy dobór dla danego łożyska tworzywa sztucznego może doprowadzić do jego zniszczenia już po niedługim czasie trwania obciążenia normalnego, nawet bez pracy tarcia. Tę ważną wadę tworzywa sztucznego - płynięcie pod obciążeniem normalnym - można jednak wyrugować przez zastosowanie tak zwanej pary odwróconej (panewka metalowa, wirujący czop - metalowy, powleczony koszulką z tworzywa sztucznego). Ten problem wyjaśniono dokładniej w następnych rozdziałach.
Skutki płynięcia tworzywa, a więc pojawienie się zużywania wskutek płynięcia, są bardzo typowe dla tworzyw termoplastycznych, jednak możliwe także w tworzywach termoutwardzalnych, szczególnie wzmocnionych włóknem lub tkaniną. Zalegają one jednak tylko do ograniczonej głębokości i nie doprowadzają nigdy do trwałego zniszczenia elementu przez jego wskrośne odkształcenie normalne.
Rys. 4.19. Zależność zużycia jednostkowego Iw i współczynnika tarcia poliamidu µ, od chropowatości partnera metalowego.
Zużycie ścierne. Jest to zasadniczy rodzaj zużycia tworzyw sztucznych, a ściślej pary tworzywo sztuczne - metal, którego przebieg i mechanizm wykazują niemal identyczność ze zużywaniem ściernym konwencjonalnej metalowej pary tarcia. Tworzywo sztuczne zużywa się ściernie zarówno w wyniku tarcia o chropowatą powierzchnię partnera metalowego, najeżoną twardymi (twardszymi od nierówności powierzchni tworzywa sztucznego) mikrowystępami, tworzącymi ostrza skrawające, jak też na skutek obecności w skojarzeniu ślizgowym ciała trzeciego, typowo ścierającego (np. piasek, twarde i ostre produkty zużycia tworzące „sypką” warstwę ścierną itp.). Zużywanie ścierne nie występuje przy każdej wartości chropowatości powierzchni (rys. 4.19), a zaczyna się dopiero przy określonej znacznej chropowatości, wówczas gdy pojedyncze nierówności powierzchni metalu mają dostatecznie duży wymiar. Wymiar ten - graniczny - zależy zresztą także od właściwości sprężystych tworzywa sztucznego. Tworzywo kruche, mało sprężyste (np. termoutwardzalne żywice) zużywają się ściernie już przy chropowatości; powierzchni odpowiadającej 10-11 klasie chropowatości, natomiast typowe elastomery wykazują dużą odporność na zużywanie ścierne nawet przy bardzo wysokich nierównościach powierzchni (3-4 klasa chropowatości powierzchni). Na powstanie zużywania ściernego tworzywa sztucznego, skojarzonego z metalem, ma wpływ także charakter mikronierówności powierzchni metalu, zależny zarówno od rodzaju obróbki (narzędzia skrawającego), jak też od twardości metalu. Bardzo twardy i kruchy metal (np. żeliwo) powoduje intensywniejsze zużycie ścierne tworzywa sztucznego, niż na przykład stal konstrukcyjna węglowa o małej twardości.
Na ogół tworzywo sztuczne współpracuje z metalem, którego twardość jest znacznie większa od twardości tworzywa (wyjątek stanowi tutaj skojarzenie hamulcowe) - przeważnie ze stalą. Tworzywo sztuczne bez napełniacza, niewzmocnione, nie powoduje wówczas zużywania; ściernego metalu. Zasadnicze oddziaływanie zużywające polega raczej na spiętrzeniu ciepła w warstwie wierzchniej metalu, gdyż mały współczynnik przewodzenia ciepła tworzywa sztucznego uniemożliwia równomierne odprowadzenie go w obu kierunkach: do metalu i w głąb tworzywa sztucznego. To spiętrzenie ciepła na mikronierównościach powierzchni metalowej sprzyja zużywaniu przez utlenianie, z niekiedy towarzyszącym zjawiskiem nadtapiania wierzchołków nierówności powierzchni. Dopiero po znacznym czasie tarcia, gdy zaczną wykruszać się twarde produkty zużywania przez utlenianie i zostaną w trakcie tarcia wgniecione w powierzchnię tworzywa sztucznego, może dojść do -zjawiska zużywania ściernego partnera metalowego. Powodować je będzie wspomniana już szczoteczka ścierna, utworzona na powierzchni tworzywa sztucznego. Ten etap zużywania jest jednak na ogół etapem zużywania „awaryjnego”, zachodzącego w końcowym stadium żywotności i przydatności eksploatacyjnej pary tworzywo sztuczne - metal.
Tworzywa wzmocnione, wypełnione, mogą powodować od początku procesu tarcia objawy zużywania ściernego partnera metalowego. Intensywne zużywanie ścierne występuje szczególnie wówczas, gdy tworzywo sztuczne napełnione jest włóknem szklanym lub ma dodatek w postaci elektrokorundu, a także rozmaite opiłki metalowe; nawet w przypadku wypełnienia włóknem bawełnianym zaobserwowano w produktach zużycia cząsteczki stali.
Istnieją przypadki, w których stwierdzono, że zużywaniu ściernemu tworzywa sztucznego towarzyszy zużywanie adhezyjne partnera metalowego, szczególnie stali. W odwróconej parze łożyskowej, pracującej na sucho, stwierdza się już objawy adhezji i przenoszenie cząstek metalowych na tworzywo sztuczne. Stwierdziło to wielu autorów badających zużywanie tworzyw fenolowych, szczególnie ciernych, hamulcowych i sprzęgłowych. Zjawisko to jest spowodowane dużą koncentracją ciepła na mikrowystępach powierzchni metalowej, ułatwiające sczepianie i rozmazywanie metalu na powierzchni tworzywa sztucznego.
Mechanizm zużywania ściernego w przypadku tarcia metalu o tworzywo sztuczne czyste lub napełniane (z napełniaczem sproszkowanym) nie różni się w sposób zasadniczy od mechanizmu zużywania ściernego par metalowych. Składają się na niego, głównie mikroprocesy skrawania, bruzdowania, rysowania oraz procesy odkształceń plastycznych i sprężystych w mikroobjętościach. Rzadko spotyka się zjawisko ścinania nierówności lub ich wyrywania. Szczególnie w sprężystych tworzywach sztucznych (np. poliamidach) rzadko spotyka się bruzdy wyciśnięte - a głównie bruzdy wykrawane (tabl. 4-2). Charakterystycznym zjawiskiem tego rodzaju zużywania żywic jest przyleganie produktów zużycia tworzywa sztucznego do ścierającej metalicznej powierzchni, wygładzenie nierówności i zmniejszanie jej zdolności ścierających. W efekcie w miarę pracy takiego skojarzenia obniża się intensywność zużywania ściernego. Proces zmniejszania intensywności zużywania jest intensywniejszy wówczas, gdy ziarnistość powierzchni metalowej jest mała. Dodatkowo powoduje on także spadek wartości współczynnika tarcia. Na rysunku 4.20 przedstawiono przykład wpływu ziarnistości przeciwpartnera tworzywa sztucznego (poliamidu) na wartość zużywania tworzywa sztucznego.
Cechy szczególne stanu zużycia tworzyw sztucznych
Tablica 4-2.
Tworzywo
Stan powierzchni przy przeciwciele ścierającym o powierzchni
Cecha charakterystyczna
Rodzaj
gładkiej
chropowatej
bardzo ściernej
Sprężyste
Poliamid
Fale poprzeczne, rysy podłużne, oraz brak produktów zużycia
Nieznaczne fale poprzeczne, słabe rysy podłużne, mała ilość produktów zużycia
Słabe fale poprzeczne, wyraźne bruzdy podłużne, wskutek mikroskrawania, duża ilość produktów zużycia
Wyraźne bruzdy podłużne, mikroskrawania; duża ilość produktów zużycia
Rys. 4.20. Zależność zużycia poliamidu od nacisku jednostkowego przy tarciu o płótno ścierne o górnej granulacji
Prędkość tarcia v = const, droga tarcia St = const. Zm - zużycie masowe, kn - nacisk jednostkowy.
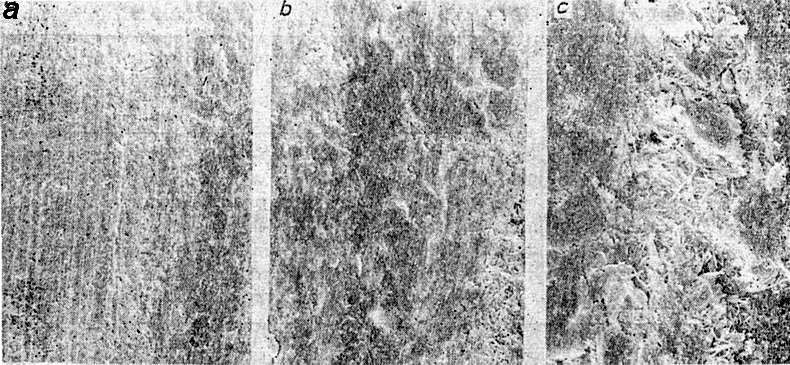
Zużywanie ścierne tworzyw sztucznych wzmocnionych przebiega podobnie, jak czystych polimerów, jednak z pewnymi dodatkowymi zjawiskami. Mikrowystępy nierówności powierzchni metalowej co pewien czas zahaczają o nitkę włókna wypełniającego lub cząstkę napełniacza sypkiego, powodując ich zerwanie i wyrywanie wraz. z przylepionymi do nich silnie cząsteczkami żywicy polimeru - lepiszcza. Mechanizm zużycia powierzchni tworzywa wzmocnionego polega przede wszystkim na wykrawaniu, ale też na wyciskaniu bruzd (rys., 4.21) zorientowanych w kierunku wektora prędkości. W tworzywach wzmocnionych bardzo słabo występuje także powierzchniowe odkształcenie plastyczne, a objawy jego są usuwane w wyniku ubytku ścieranego materiału z warstwy wierzchniej. Zaznaczyć też należy, że w przypadku bardzo nikłej ilości napełniacza (nośnika) intensywność zużycia zmienia się skokowo. W pierwszej fazie pracy zużywa się ściernie czysta żywica, aż do obniżenia cząstki lub włókna napełniacza. Zostają wówczas jakoby uwypuklone na powierzchni cząstki odporne na zużywanie nośnika. Jednak wówczas wzrasta znacznie wartość rzeczywistego nacisku w nielicznych punktach styku, co prowadzi do zintensyfikowania zużywania, aż do momentu usunięcia cząstki obcej; wówczas rozpoczyna się znów etap umiarkowanego zużywania ściernego polimeru.
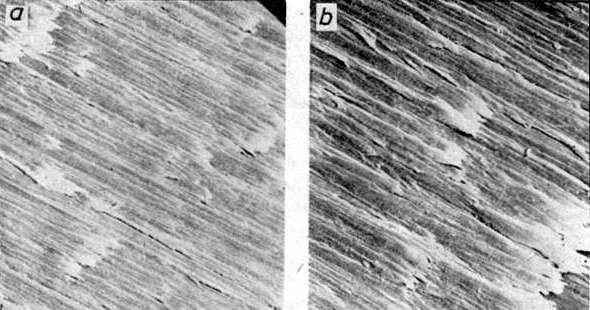
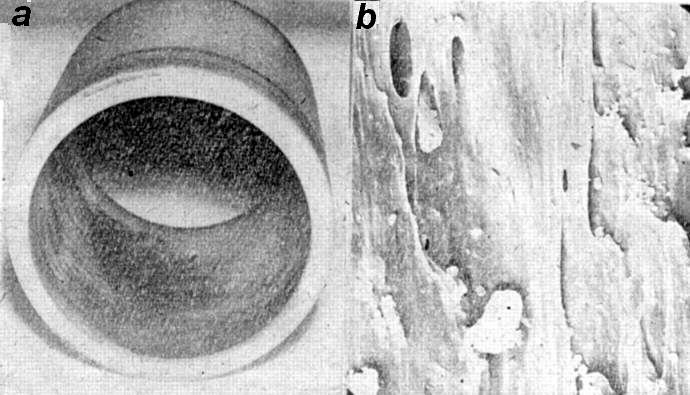
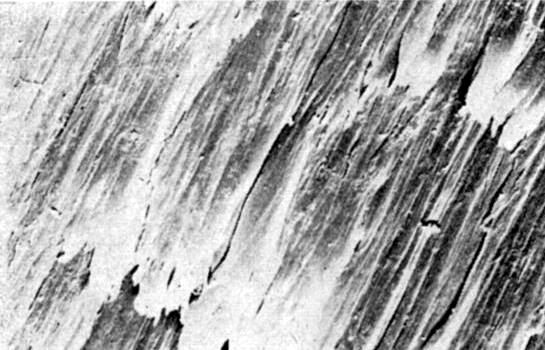
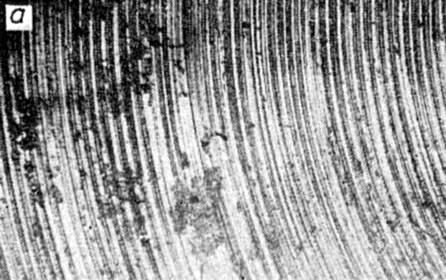
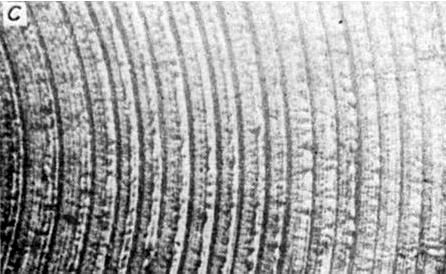
Rys. 4.21. Zużycie tworzywa fenolowego wzmocnionego włóknem szklanym
a - bardzo łagodne warunki tarcia (nieznaczne rysy),
b - warunki pośrednie,
c - warunki ciężkie (duży iloczyn nacisku jednostkowego i prędkości powodują nie tylko wyciskanie bruzd, lecz także wyrywanie napełniacza z podłoża)
Pow. ok. 350x
W sumie, zawartość twardych cząstek i włókien w tworzywie sztucznym zwiększa intensywność zużywania ciernego całej pary. Dlatego unika się stosowania w tworzywach sztucznych, przeznaczonych na niskotarciowe elementy ślizgowe, dodatku napełniacza w postaci włókna szklanego lub elektrokorundu, a stosuje raczej napełniacze bardziej miękkie i o bardziej obłej, bezkrawędziowej budowie. W skojarzeniach ciernych natomiast, gdzie zasadnicze znaczenie ma wartość cierności pary, te właśnie wypełniacze są stosowane.
Zużycie adhezyjne. Uprzednio wspomniano, że intensywność zużywania przy tarciu bez smarowania tworzywa sztucznego o gładką (np. polerowaną) powierzchnię metalową jest stosunkowo mała wówczas, gdy są zachowane umiarkowane wartości prędkości względnej prześlizgu i nacisku jednostkowego, normalnego, rzutujące na wartość temperatury mikrowystępów warstwy wierzchniej i całej warstwy wierzchniej tworzywa. Zachodzi to szczególnie wówczas, gdy warunki tarcia pozwalają na pełne zachowanie temperatury równowagi cieplnej, na poziomie niższym od temperatury początku intensywnego mięknienia tworzywa. Pomaga w tym wprowadzenie chłodzenia (np; wodą). Wówczas powierzchnia trąca metalu zmniejsza jeszcze chropowatość. Mechanizm zużywania takiego skojarzenia nie jest jeszcze do końca wyjaśniony. Wiadomo jednak z badań i rozważań teoretycznych, że w takim procesie tarcia i zużywania mają udział trzy rodzaje elementarnych zjawisk (procesów):
mikrozjawiska nieznacznego oddzielania mikroskopijnych cząstek - o charakterze raczej polerowania,
dość duże -odkształcenia sprężyste oraz także trwałe, plastyczne,
zjawiska adhezyjne.
Rys. 4.22. Powierzchnia tarcia poliamidu przy bardzo łagodnym tarciu (iloczyn kn • v » 0,05 MPa • m/s)
Widoczne zaledwie pojedyncze rysy
pow. ok. 100 x
Na powierzchni elementu wykonanego z tworzywa sztucznego przy takich warunkach tarcia i zużywania obserwuje się na ogół obecność nieznacznych rys (rys. 4.22) idących w kierunku prędkości. Wskazuje to na fakt, że jednak zachodzą zjawiska o charakterze polerowania, jednak przy dużej gładkości powierzchni metalowej intensywność tego polerowania jest nieznaczna. Jak już wspomniano, odkształcenia sprężyste nie decydują o zużyciu, oprócz przypadku zużycia zmęczeniowego. Badania wykazują wyraźnie, że o zużywaniu i jego intensywności decydują zjawiska adhezji, które zresztą są także główną przyczyną oporów tarcia.
Najbardziej uznawany jest pogląd, że mechanizm tarcia, a także zużywania, suchego par tworzywo sztuczne - metal dla gładkich powierzchni tarcia i umiarkowanej jego intensywności, jest zgodny z interpretacją teorii tarcia, mechaniczną, stworzoną przez Bowdena i Tabora (patrz rozdział 3). Według tej teorii opory tarcia zależą wyłącznie od ilości i intensywności sczepień mikronierówności obu powierzchni trących i od sił potrzebnych na zniszczenie tych sczepień. W razie tarcia tworzywa sztucznego i metalu, w miejscach silnego przylegania obu powierzchni, występuje adhezyjne sczepienie, a ścięcie cząsteczki sczepionej następuje w głębi słabszego materiału, w tym przypadku, tworzywa sztucznego. Stwierdzono, że na przykład współczynnik tarcia suchego polichlorku winylu po stali, miedzi, srebrze i szkle jest jednakowy i dla określonych warunków eksperymentu wynosi 0,4. Stąd wynika wniosek, że niszczenie następuje rzeczywiście w obszarze cząstki tworzywa sztucznego; gdyby występowało w innych miejscach sczepienia, współczynnik tarcia dla poszczególnych skojarzeń musiałby mieć różną wartość. Ta teoria wyjaśnia także wystarczająco małą wartość tarcia policzterofluoroetylenu (PTFE), który wykazuje bardzo małą wartość sił adhezji, rugującą w dużym stopniu ilość sczepień i następnie ścięć. Mitrowicz badając zjawiska tarcia i zużywania poliamidów i polietylenów, stwierdził niezbicie, że przy umiarkowanych warunkach tarcia nie dochodzi nawet do dekohezji w głębi nierówności powierzchni tworzywa sztucznego, a jedynie do zlikwidowania wiązań adhezyjnych na płaszczyźnie zwarcia (sczepienie niepełne), które w bardzo nikłym stopniu stwarza okazję do wydzielenia produktów zużycia. Dopiero zintensyfikowanie procesu tarcia powoduje ścinanie sczepienia w głębi tworzywa sztucznego, niekiedy wyrywanie cząstek, nalepianie ich na powierzchnię metalową i wydzielanie w postaci produktów zużycia. Tworzywa termoplastyczne wykazują przy tym znacznie mniejszą skłonność do adhezji, niż tworzywa termoutwardzalne. Niekiedy zakres temperatur, przy których występuje sczepienie adhezyjne, jest bliski zakresowi temperatur typowemu dla zużywania cieplnego.
W efekcie można dokonać pewnego podsumowania dotyczącego mechanizmu zużywania adhezyjnego. Przy tarciu tworzywa sztucznego po metalu, na tyle gładkim, że nie zachodzą zjawiska skrawania (zużycie ścierne), główną przyczyną oporów tarcia oraz następujące w ślad za nim zużywania są zjawiska adhezji, uzewnętrzniające się w trzech etapach (formach):
działanie sił adhezji na elementarnych występach powierzchni bez tworzenia sczepień;
tworzenie chwilowych połączeń adhezyjnych (sczepień) ścinanych wzdłuż ich pierwotnej płaszczyzny styku;
tworzenie sczepień ścinanych w głębi tworzywa sztucznego, materiału bardziej miękkiego i mniej wytrzymałego.
W pierwszym etapie nie stwierdza się w ogóle produktów zużywania i gdyby nie szereg towarzyszących zjawisk, szczególnie cieplnych (także zjawiska korozyjne i reakcje chemiczne tworzywo sztuczne - metal), nie istniałby żaden ubytek materiału po nieograniczenie długiej pracy. W drugim etapie następuje już naruszenie pierwotnej gładkości powierzchni i wydzielanie - w różnej formie - elementarnych drobin produktów zużycia, w trzecim zaś etapie pojawia się typowe zużywanie adhezyjne.
Występowanie poszczególnych etapów (zjawisk) jest uwarunkowane strukturą polimeru (tworzywa sztucznego), stanem powierzchni tworzywa, oraz własnościami ciała współpracującego i jego powierzchni.
Skłonność do adhezyjnych sczepień jest zależna w znacznym stopniu od ilości polarnych niezwiązanych (wolnych) grup w warstwie wierzchniej i zatem od wartości ich sił przyciągania powierzchni współpracującej. Grupy takie występują przede wszystkim w poliamidach (PA) - grupy imidowe, w żywicach epoksydowych - grupy wodorotlenowe i eterowe, wreszcie w polistyrenie - grupy aromatyczne. Ilość tych grup zależy także w tych tworzywach od stanu polimeru - jest większa w stanie bezpostaciowym, niż w stanie krystalicznym. Tworzywa w pełni usieciowane, termoutwardzalne, mają bardzo nikłą ilość grup polarnych i dlatego wykazują znacznie mniejszą skłonność do adhezji. Wreszcie skłonność do adhezji zależy od stopnia ekranowania, przesłaniania, tych sił przyciągania o minimalnym zasięgu. Na przykład obecność wody likwiduje możliwość takiego zbliżenia cząstek do siebie, by siły adhezji mogły się wyzwolić. Dla tworzywa PTFE czynnik ekranujący stanowi obecność atomów fluoru, silnie elektroujemnych, o dużych promieniach atomowych, skutecznie ekranujących (wysycających) powierzchniowe siły przyciągania. Podobne, ale nieco słabsze, działanie wywierają atomy wodoru w polietylenie i dlatego trudno zauważyć w nim zużywanie adhezyjne. Stwierdzono wreszcie, że ze wzrostem temperatury rośnie skłonność do tworzenia sczepień adhezyjnych; dlatego im mniejsza jest temperatura warstwy wierzchniej, tym łatwiej, przy tarciu gładkich powierzchni tworzywa sztucznego po metalu, uniknąć zużywania adhezyjnego.
Zużycie cieplne. Ten rodzaj zużycia jest wywołany wskutek osiągnięcia przez warstwę wierzchnią dużej temperatury, powodującej nieodwracalne zniszczenie materiału warstwy wierzchniej tworzywa sztucznego. Jest to więc proces typowo awaryjny, do którego nie można dopuszczać i którego zaistnienie powoduje konieczność dokonania czynności naprawczych (na ogół wystarcza wymiana elementu wykonanego z tworzywa sztucznego). Wartość temperatury, przy której zaczyna się zużywanie cieplne (niezależnie od tego, jaki rodzaj zużywania panował w węźle tarcia przed tym), zależy od rodzaju tworzywa. Z reguły temperatura ta jest / wyższa od temperatury odporności cieplnej tworzyw sztucznych, podawanej zwykle w skali Martensa, ASTM lub Vicat (tabl. 4-3) i sięga granicy, od której począwszy zaczyna się natychmiastowy, gwałtowny spadek właściwości mechanicznych tworzywa.
W tworzywach termoplastycznych, w miarę wzrostu temperatury tworzywa, następuje charakterystyczne płynne pogarszanie właściwości mechanicznych, szczególnie twardości i sprężystości. Odpowiednio wysoka temperatura powoduje przejście najpierw w stan „gumowaty”, a następnie z reguły na płynny. Brak więc w przypadku tworzyw sztucznych pewnych stałych 'wartości temperatury zmiany stanu skupienia. Jednym z nielicznych wyjątków w tym zakresie jest tworzywo PTFE, który zachowując przynajmniej do temperatury +200°C swe początkowe właściwości mechaniczne nie przechodzi w stan płynny, lecz w temperaturze około 340°C spieka się, tworząc lepką masę. Tworzywa termoutwardzalne do pewnej temperatury (rzędu 100...180°C) zachowują swoje właściwości mechaniczne, dalszy zaś wzrost temperatury powoduje zmniejszenie twardości tworzywa i pojawienie bardzo małej plastyczności, a odpowiednio wyższa temperatura powoduje nie zmianę stanu skupienia, lecz rozkład chemiczny. Praktycznie początek mięknienia(zmniejszenia twardości) uważa się za temperaturę zużywania cieplnego.
Odporność cieplna tworzyw sztucznych
Tablica 4-3.
Rodzaj tworzywa
Odporność cieplna [°C]
Odporność na ogrzewanie trwałe °C
Martensa
ASTM
Vicata
Żywica fenolowoformaldehydowa
55
40...80
70
215
Tworzywo fenolowoformaldehydowe (z mączką drzewną)
50
120...140
-
130
Tworzywo fenolowe z azbestem
170
140...180
-
215
Poliamid
65
75
-
-
Polietylen
-
40...50
-
100
Polistyren
65...100
75...90
96...125
65...80
Policzterofluoroetylen
-
130
-
200...230
Zużycie cieplne tworzyw termoplastycznych przejawia się w stopieniu polimeru i jego mikropłynięciu. Natomiast tworzywa termoutwardzalne, szczególnie wzmocnione nośnikiem, zużywają się cieplnie poprzez zwęglenie powierzchniowych warstw tworzywa. Produktami zużycia są tu drobne zwęglone cząsteczki żywicy i nośnika tworzące substancję o mazistej konsystencji, łatwo wypełniającą nierówności partnera metalowego. Przy intensywnym zużywaniu cieplnym zwęglaniu i oddzielaniu od podłoża ulegać mogą całe płaty laminowanego tworzywa.
Należy raz jeszcze podkreślić, że zużycie cieplne dotyczy z reguły jedynie tworzywa sztucznego i praktycznie nie narusza całości (poza zużywaniem mikrowystępów powierzchni) partnera metalowego. Ułatwia to proces naprawy węzła tarcia, w którym zwykle wystarcza jedynie wymiana elementu wykonanego z tworzywa sztucznego.
Rys. 4.23. Powierzchnia tarcia tworzywa ciernego, żywiczno-azbestowego z szeregiem napełniaczy
Tarcie bardzo umiarkowane
Pow. ok. 200 x
Zużycie przez przedeformowywanie. To zużycie praktycznie stanowi konglomerat mikroprocesów zużywania, ale ma też w sobie, w części przynajmniej, elementy zużywania ściernego, cieplnego i wskutek płynięcia. Mimo to, wbrew pozorom, nie jest zużywaniem o charakterze awaryjnym, aczkolwiek dość intensywnym i brutalnym (rys. 4.23). Dotyczy ono w zasadzie wyłącznie tworzyw ciernych (węzłów tarcia mających za zadanie wytworzenie dużej cierności), stosowanych w hamulcach, a także w sprzęgłach. Występuje ono wyłącznie w tworzywach termoutwardzalnych (także elastomerach) wypełnionych, z przewagą masową napełniaczy nad udziałem masowym polimeru - lepiszcza. Mechanizm tego rodzaju zużywania nie został jeszcze dokładnie rozpoznany. W produktach zużywania daje się wyróżnić wyraźnie cząstki, świadczące o tym, że zachodzi tam zużywanie ścierne. Jednocześnie występują cząstki zwęglone, świadczące o tym, że przynajmniej lepiszcze - polimer uległ w trakcie tarcia procesowi zużywania cieplnego; zużywanie to nie powoduje zniszczenia całego elementu ciernego dlatego, że lepiszcze stanowi z reguły zaledwie 30% objętości (udział masowy) materiału tworzywa. Nie można wykluczyć także zachodzenia adhezji, przede wszystkim przy umiarkowanym tarciu: bardzo słabym hamowaniu, a szczególnie przy prześlizgu pary tarcia w sprzęgle ciernym. Zużywanie przez płynięcie można wyeliminować, ale wydaje się że tylko w mikroobszarach, bowiem przy tak intensywnym tarciu i wysokiej temperaturze, sięgającej niekiedy w mikroobszarach powyżej +1000°C mogą płynąć całe makrowarstwy, jeśli tylko charakter lepiszcza na takie płynięcie pozwoli.
I. W. Kragielski uważa, że duża cierność i jednocześnie duża odporność na ścieranie tworzywa sztucznego, wypełnionego, opartego przede wszystkim na dwóch składnikach: lepiszczu-polimerze termoutwardzalnym (czasem dodatek elastomeru - kauczuku) oraz azbeście bardzo odpornym na wysoką temperaturę, polega na zjawisku wielokrotnego głębokiego przedeformowywania mikroobjętości warstwy wierzchniej tworzywa ciernego, w którym następuje ciągły proces utraty spójności i następnie „sklejania” się poszczególnych cząstek. Mimo że żywica (np. fenoloformaldehydowa) jest odporna na ogół na temperaturę nie wyższą od 200°C, zwęglenie jej cząstek w warstwie wierzchniej nie powoduje rozpadu tworzywa, lecz utworzenie jakoby spieku z wszystkich elementów składowych tworzywa - napełniaczy, który dopiero po wielu cyklach przedeformowania pozwala na wypadanie produktów zużycia po ich ostatecznej utracie spójności z podłożem. Należy podkreślić, że tworzywo cierne, zawierające zwykle tylko około 30% polimeru - żywicy utwardzalnej, zawiera drugi istotny składnik, azbest, w ilości zwykle także około 30%. Dzięki specyficznej budowie azbestu, zachodzi między nim a lepiszczem bardzo silna sorpcja na bardzo dużej powierzchni (azbest składa się z szeregu „rureczek” dziurkowanych, do wnętrza których wnika żywica - lepiszcze), powodująca prawdopodobnie zmianę właściwości fizycznych polimeru, który w tak spreparowanej „mieszaninie” z azbestem staje się odporniejszy na wysoką temperaturę. Wreszcie tworzywo cierne zawiera w sumie około 30% rozmaitych napełniaczy, przede wszystkim nie ograniczonych, ale także i metalicznych, które bardzo wyraźnie poprawiają zdolność do odprowadzenia (przewodzenia) ciepła takiego tworzywa - kompozytu i pozwalają na utrzymanie -umiarkowanej temperatury mikrowystępów powierzchni tarcia, znacznie niższej niż czystej żywicy, nawet sprasowanej z azbestem.
W ostatecznym efekcie tworzywo hamulcowe wykazuje zużywanie ścierne, ze śladami zużywania cieplnego, jednak specyficznego rodzaju, nie powodującego makrodestrukcji głębokich warstw tworzywa. Należy zaznaczyć, że przeciwpartner metalowy zwykle staliwo lub żeliwo, wykazuje także wyraźne ślady zużycia ściernego, nawet w razie słabo wypełnionego twardymi składnikami tworzywa sztucznego, aczkolwiek wykazuje także ślady. „polerowania”, wygładzania. Zużywanie przez utlenienie występuje tutaj także intensywnie (wynik bardzo wysokiej temperatury, szczególnie przy hamowaniu pojazdu), jest ono jednak w ostatecznym rezultacie (przy obserwacji mikroskopowej powierzchni tarcia niezauważalne) majoryzowane przez efekty typowo ścierne (patrz rys. 4.23).
Problemowi niektórych aspektów tarcia i zużycia tworzywa hamulcowego, ciernego, poświęcono jeszcze nieco uwagi przy omawianiu problemów zużywania konkretnych części samochodowych i przy omawianiu problemów konstytuowania użytkowych właściwości tworzyw sztucznych dla potrzeb techniki samochodowej.
4.3. Zużywanie tworzyw sztucznych stosowanych w węzłach tarcia samochodów
4.3.1. Ogólne wiadomości o warunkach zużywania
We współczesnych samochodach stosuje się tworzywa sztuczne przede wszystkim na elementy konstrukcyjne oraz armatury i wyposażenie samochodu. Wiele typów samochodów ma wyposażenie nadwozia oparte niemal wyłącznie o tworzywa sztuczne. Dążenie do stworzenia samochodu tzw. bezpiecznego wpłynęło w ostatnich latach wyraźnie na wzrost, udziału tworzyw sztucznych (liczonego w procentach całkowitej masy samochodu) w budowie pojazdu. Szacuje się, że w niektórych typach pojazdów ten udział masowy tworzyw sztucznych przekracza znacznie 10%, a w przypadkach (nielicznych jednak) wykonania karoserii w oparciu o tworzywa sztuczne przekracza nawet 20% całkowitej masy samochodu.
Należy podkreślić, że udział tworzyw sztucznych jako tworzywa wyjściowego w produkcji samochodów jeszcze w latach 60-tych był stosunkowo nieznaczny.
Obecnie w węzłach tarcia samochodów (tuleje i panwie ślizgowe, koła zębate, paski klinowe i zębate, wkładki oporowe ślizgowe, uszczelnienia, poduszki przeciwwstrząsowe, dobiciowe elementy cierne) stosuje się niewielkie ilości tworzyw sztucznych w nielicznych stosunkowo typach tworzyw sztucznych. W tablicy 4-4 zestawiono typowe elementy współczesnego samochodu, wykonane z tworzyw sztucznych i pracujące w węzłach tarcia samochodu. Ponadto na podstawie tej tablicy można wyrobić sobie pojęcie o pewnych zaawanasowanych próbach wdrożenia nowych tworzyw na elementy samochodu. Jednak względy ekonomiczne, niezawodnościowe i wreszcie technologiczność konstrukcji (łatwość wymiany elementu w naprawie, prostota produkcji elementu - zwykle bezodpadowej) powodują coraz szersze stosowanie tworzyw sztucznych na elementy tarciowe i konieczność poszukiwania nowych gatunków tworzyw sztucznych lub optymalizacji właściwości znanych polimerów drogą ich uszlachetnienia przez napełnianie i specyficzną obróbkę cieplną.
Współczesna literatura i -praktyka produkcji samochodów (także ciągników i pojazdów specjalnych) umożliwia jednoznaczne wyszczególnienie wszystkich rodzajów tworzyw sztucznych, które ze względu na zespół ich właściwości użytkowych stosuje się obecnie w węzłach tarcia samochodu. Są to:
Tworzywo fenolowo-azbe-stowe z napełniaczami. Tworzywo fenolowo-kauczukowo-azbestowe z napełniaczami
35
Klocek hamulcowy hamulca tarczowego
Tworzywo fenolowo-azbestowe z napełniaczami. Tworzywo fenolowo-azbestowe metalowe (spiek) z napełniaczami
Stosowane tylko za granicą
36
Tłok mechanizmu wspomagania
Tworzywo fenolowe wzmocnione
37
Rozdzielacz zaworu (układ pneumatyczny)
Poliacetal
38
Tłoki (różne -układu pneumatycznego)
Poliacetal Kompozyt policztero-fluoroetylen/metal
Jest oczywiste, że te dziewięć podstawowych gatunków tworzyw wielocząsteczkowych mogą tworzyć całą plejadę rozmaitych odmian użytkowych tworzyw sztucznych w efekcie komponowania tworzyw napełnionych rozmaitymi napełniaczami i dodatkami. Na przykład literatura techniczna wymienia obecnie już tysiące samych tylko gatunków tworzywa hamulcowego, którego podstawowym składnikiem są żywica fenolowa (fenoloformaldehydowa) i azbest. Na pozór drobna zmiana ilości danego napełniacza lub dodatku, bądź wprowadzenie nowego zestawu napełniaczy daje tworzywo na pozór takie same, na przykład cierne (hamulcowo-sprzęgłowe), jednak o bardzo różnych właściwościach tarciowo-zużyciowych. Nie sposób zatem omówić problemów zużywania i tarcia każdego gatunku użytkowego, gdyż każdy z nich wykazuje pewne specyficzne cechy procesów tarciowo-zużyciowych. Te cechy zwielokrotnia fakt stosowania różnych przeciwpartnerów metalowych, wpływających w określony sposób na przebieg zjawisk i procesów tarciowo-zużyciowych całej pary, a więc i danego gatunku tworzywa sztucznego. Dlatego omówiono tu tylko najbardziej charakterystyczne cechy procesów tarcia i zużywania reprezentantów wyszczególnionych wyżej gatunków tworzyw sztucznych, ilustrując je przykładami wykresów, określających zakres wykorzystywania (-zakres użytkowy) danego tworzywa w węźle tarcia, a także ilustracjami pokazującymi efekty procesów zużycia (obrazy powierzchni tarcia przed i po procesie zużywania). Obrazy te ułatwiają również identyfikację rodzajów zużywania i wykrycie ewentualnych anomalii tych procesów w praktyce eksploatacji.
Współczesna literatura techniczna (a przede wszystkim fabryczne opisy właściwości poszczególnych rodzajów i podrodzajów tworzyw sztucznych) podaje zwykle wartości szeregu parametrów wytrzymałościowych i mechanicznych tworzyw oraz parametrów cieplnych tworzywa (współczynnik przewodzenia ciepła, odporność na żar itp.). Bardzo rzadko zaś podaje co najwyżej trzy wartości parametrów określających cechy tarciowozużyciowe tworzywa:
wartość współczynnika tarcia tworzywa po tworzywie i po stali bez dokładnego precyzowania rodzaju stali, na ogół w postaci jednej liczby (wartości) współczynnika tarcia lub zakresu zmienności wartości współczynnika tarcia (od...do);
odporność na zużycie, ilustrowaną zwykle wartością ubytku materiału z powierzchni tarcia na określonej drodze, przy określonych wartościach parametrów p • v, zwykle na typowym aparacie badawczym (np. aparat Ranzi do określania zużycia tworzyw, szczególnie ciernych, lub aparat Amslera, przy określaniu zużycia tworzyw niskociernych, ślizgowych);
wartość dopuszczalnego iloczynu kn • v (iloczyn nacisku jednostkowego na prędkość względną ślizgania).
Te trzy parametry pozwalają wprawdzie porównać, które z rozporządzalnych do wyboru tworzyw będzie najlepiej działało w określonym węźle tarcia, lecz tylko z bardzo dużym przybliżeniem. Po prostu specyfika węzła tarcia może spowodować, że tworzywo na pozór gorsze będzie zachowywało się w nim najlepiej. Wreszcie trudno będzie a priori określić, jakie rzeczywiste straty na tarcie będą występować w konkretnym węźle tarcia, a także nie będzie można należycie wykorzystać informacji o dopuszczalnym iloczynie kn • v. Zwykle bowiem w tarciu tworzyw sztucznych intensywność zużywania jest zależna przy mniejszych prędkościach w większym stopniu od nacisku, niż od prędkości względnej, a przy dużych prędkościach zależność ta jest odwrotna. Dowolne przyjęcie zatem wartości kn i wartości v takich, by jedynie nie przekroczyć iloczynu kn • v, może doprowadzić do przekroczenia dopuszczalnych parametrów pracy i zniszczenia w trybie awaryjnym elementu wykonywanego z tworzywa sztucznego lub, na odwrót - doprowadzić do niepełnego wykorzystania możliwości tworzywa. Praktyka badań tarcia i zużycia tworzyw sztucznych w trących węzłach maszyn dowodzi, że nie można wykorzystać w pełni możliwości danego tworzywa bez dysponowania wykresem zależności prędkości od nacisku jednostkowego, obrazującym zakres stosowania tworzywa (rys. 4.24) oddzielnie dla przypadków pracy na sucho i na mokro (chłodzenie cieczą, smarowanie).
Rys. 4.24. Przykładowy wykres granicznego zakresu stosowania tworzywa sztucznego w węźle tarcia (tekstolit po stali) w zależności od prędkości tarcia v i nacisku jednostkowego kn
W praktyce jednak nie zawsze i to wystarcza. Z reguły należy dany gatunek tworzywa, nowowprowadzany do węzła tarcia, przebadać na stanowisku tarciowo-zużyciowym, gwarantującym duże przybliżenie do warunków pracy rzeczywistego węzła tarcia, a następnie zweryfikować w eksploatacji. Wyprzedzając tok rozumowania, należy zatem stwierdzić, że zastąpienie w istniejącym pojeździe jakiegoś elementu wykonanego z tworzywa sztucznego innym gatunkiem tworzywa może być dokonane dopiero po odpowiednich badaniach tarciowo-zużyciowych. Jedynie w razie zastępowania tworzywa zdecydowanie lepszym (charakterystyka kn • v) można zaryzykować taką zmianę bez prowadzenia specjalnych badań trybologicznych.
W węzłach tarcia współczesnego samochodu tworzywa sztuczne pracują na ogół w trzech rodzajach węzłów tarcia, różniących się od siebie przede wszystkim kształtem powierzchni styku i rodzajem ruchu oraz natężeniem przepływającego strumienia cieplnego (intensywność pracy tarcia), a także sposobem i jakością smarowania i chłodzenia. Ze względu na te parametry można przyjąć, że specyfika pracy dotyczy trzech podstawowych zespołów (grup) elementów trących:
wszelkich łożysk ślizgowych (panwie, tuleje, uszczelnienia, elementy ślizgowe przegubów, elementy pracujące zarówno przy ruchu obrotowym na obwodzie cylindra i na płaszczyźnie czołowej czopa, jak też przy ruchu posuwisto-zwrotnym, na sucho i ze smarowaniem), służących do przenoszenia ,lub umożliwienia ruchu przy możliwie minimalnych oporach tarcia;
wszelkich elementów pracujących z naciskami stykowymi (kontaktowych) i w ruchu tocznym, posuwistym lub posuwisto-tocznym, ze smarowaniem lub bez niego, szczególnie kół zębatych i pasków zębatych;
wszelkich elementów ciernych, mających za zadanie przenoszenie momentu obrotowego poprzez tarcie (sprzęgła) lub wytracanie energii samochodu (hamulce), pracujących z reguły z dużym. obciążeniem cieplnym.
Niezależnie od stosowanych w tych elementach trących rodzajów tworzyw sztucznych z dziewięciu wyszczególnionych uprzednio grup, warunki tarcia są na tyle podobne, że pozwalają na pewne uogólnienia przy przedstawianiu i interpretowaniu: charakterystyk tarciowych, zakresów stosowania, specyfiki rodzajów zużywania, charakteru produktów zużycia, wreszcie wyglądów powierzchni tarcia i zmian budowy warstwy wierzchniej.
4.3.2. Zużywanie łożysk ślizgowych i kół zębatych
Określenie stopnia przydatności rozporządzalnego tworzywa sztucznego w danym węźle tarcia samochodu, w szczególności jego zużywanie jest możliwe jedynie przez bezpośrednie określenie intesywności zużywania w toku jego przewidywanej pracy i rzeczywiście wykonywanej funkcji oraz pośrednio przez określenie tzw. zakresu stosowalności łożyska (rys. 4.25). Dodatkowe informacje daje obserwacja powierzchni tarcia, świadcząca zwykle o zachodzącym rodzaju zużywania, o jego intensywności i dodatkowych występujących zjawiskach (np. przenoszenie materiału), wreszcie pośrednio o stopniu nasilenia zjawisk cieplnych.
Istnieją pewne zasadnicze, sprawdzalne i potwierdzone przez praktykę zasady:
tworzywo bardzo miękkie i plastyczne zużywa się zawsze mało intensywnie przy małych naciskach jednostkowych, nawet wówczas, gdy prędkość względna nie jest bardzo mała;
tworzywo termoplastyczne w łożysku ślizgowym zużywa się niemal wyłącznie tylko wówczas, gdy zostanie przekroczona temperatura jego destrukcji w mikroobszarach styku warstwy wierzchniej; w innym przypadku podlega raczej odkształceniu objętościowemu, które po pewnym czasie decyduje o jego dalszej nieprzydatności w pojeździe, co zachodzi oczywiście tylko wówczas, gdy proces współpracy przebiega bez wnikania do trącej pary zanieczyszczeń z zewnątrz, szczególnie mineralnych;
tworzywo czyste (polimer czysty), bez napełniaczy, niemal nie nadaje się do stosowania nawet w bardzo słabo obciążonych łożyskach; z reguły tworzywo sztuczne, jeśli nie jest wypełnione, zawiera pewne ilości i rodzaje dodatków, szczególnie smarnych (także stabilizujących właściwości mechaniczne). Na ogół tworzywo wypełnione (ślizgowe) ma lepsze charakterystyki tarciowo-zużyciowe, niż tworzywo niewypełnione.
Rys. 4.25. Obszary graniczne stosowania polietylenu czystego z dodatkiem środków smarnych kn - nacisk jednostkowy, v - prędkość tarcia
Nikłe zużywanie słabo obciążonych elementów ślizgowych wykonanych z tworzywa termoplastycznego, pracujących w „czystej” parze (bez zanieczyszczeń zewnętrznych) wyjaśniono w rozdziale 4.2. W praktyce jedynym rodzajem zużywania jest zużywanie wskutek płynięcia, a to odbywa się na ogół bez ubytku materiału z powierzchni. Obciążenie normalne natomiast, działające przez dłuższy czas, doprowadza w końcu, w wyniku zależności odkształcenia tworzywa od czasu trwania obciążenia, do odkształcenia objętościowego panewki tulejki i zmusza do uznania elementu za nieprzydatny w eksploatacji.
Większe, umiarkowane zużywanie łożyska, wykonanego z tworzywa termoplastycznego (także termoutwardzalnego) występuje wówczas, gdy rodzaj skojarzenia technologicznego przy wyraźnie j szych odkształceniach warstwy wierzchniej (także ewentualnym dopływie zanieczyszczeń z zewnątrz) jest taki, że typowe dla tego łożyska staje się zużywanie adhezyjne i zużywanie ścierne. Wówczas ubytek materiału z powierzchni jest już zauważalny, jego intensywność zależy od całego konglomeratu właściwości pary trącej i warunków jej pracy, żywotność zaś łożyska zależy wówczas od intensywności zużywania i wartości dopuszczalnego ubytku liniowego materiału elementów, szczególnie elementu wykonanego z tworzywa sztucznego. Przekroczenie dopuszczalnego iloczynu kn • v (z uwzględnieniem proporcji między kn i v dla specyfiki danej pary trącej) doprowadza do lawinowego zużywania, polegającego przede wszystkim na przejściu do zużywania cieplnego, a więc - awaryjnego. Te przypadki zachodzą w praktyce zużycia części trących samochodu raczej tylko w pierwszych egzemplarzach nowych typów węzłów tarcia, w których popełniono błąd konstrukcyjny, lub też w takich elementach, których zakres pracy został naruszony przez wadliwą eksploatację, na przykład przez brak smarowania, dopuszczenie do wnikania ścierniwa do suchego lub mokrego węzła tarcia, co powoduje nie tylko intensywniejsze zużywanie, lecz także zwiększa cierność pary i doprowadza do wydzielania nadmiernej w stosunku do zamiarów konstruktora ilości ciepła.
Rys. 4.26. Element łożyska poprzecznego w postaci koszulki poliamidowej, nałożonej na rdzeń - czop stalowy Powierzchnia nieobrabiana skrawaniem, po wyjęciu z formy
Najnowocześniejszym tworzywem, zastosowanym na rozmaite tulejki i wkładki ślizgowe w samochodzie, stał się bez wątpienia poliamid, szczególnie poliamid 6 i poliamid 6.6. Tworzywo to, o dobrych własnościach ślizgowych, jest stosunkowo tanie w produkcji i łatwe w przetwórstwie, daje się wtryskiwać i pozwala łatwo produkować odpowiednie tuleje, panewki i inne kształtki bez konieczności obróbki skrawaniem powierzchni tarcia, która po wyjęciu z formy jest gładka, niemal ,,dotarta” (rys. 4.26). Zaletami tęgo tworzywa jest duża wytrzymałość zmęczeniowa, małe płynięcie (odkształcenie), w czasie pod obciążeniem, a także wbrew pozorom, chłonność wody, która pozwala na podniesienie udarności poliamidu, ale przede wszystkim wpływa na zmalenie współczynnika tarcia. Pęcznienie, spowodowane chłonięciem wody, niekorzystne, można w zadowalającym stopniu wyeliminować przez dodatek dwusiarczku molibdenu lub grafitu, wpływających jeszcze dodatkowo na obniżenie współczynnika tarcia. Niekiedy wypełnia się poliamid także włóknem szklanym, podwyższającym jego odporność na działanie mechaniczne, szczególnie w zastosowaniu na koła zębate. Z poliamidu 6 wykonuje się koła zębate i pasowe, rozmaite tuleje dystansyjne, wirniki pomp, narażonych także na ścieranie erozyjne, wreszcie rozmaite pierścienie oporowe. Z poliamidu 6.6 wykonuje się ponadto wszelkie, łożyska ślizgowe (panewki, tulejki) (rys. 4.27).
Rys. 4.27. Przykład samochodowego łożyska ślizgowego - sworznia kulowego stalowego, ślizgającego się po półpanewkach wykonanych z poliamidu
Wbrew utartemu przekonaniu, że ze zwiększeniem nacisku jednostkowego zawsze rośnie wartość współczynnika tarcia, a w ślad za tym też intensywność zużywania, należy stwierdzić, że poliamid (odpowiednik polski Tarnamid 27) uzyskuje stosunkowo mały współczynnik tarcia na sucho dopiero przy pracy, w której naciski jednostkowe nie są mniejsze od 0,l...0,2 MPa. Dopiero wówczas następuje zjawisko wygładzenia nierówności partnera metalowego polimerem i dopiero wówczas na submikronierównościach, a ściślej ich wierzchołkach, tworzy się mikroskopijnie cienka warstewka półpłynnego poliamidu, która wpływa na zmniejszenie współczynnika tarcia. Zachodzi to w całej granicy dopuszczalnej prędkości względnej. Jak widać, współczynnik tarcia jest bardziej zależny od nacisku, niż od prędkości. Dlatego też dopuszczalnego dla poliamidu iloczynu kn • v nie można bezkrytycznie rozdzielać na dowolne odpowiadające sobie wartości k n i v. Iloczyn ten dla poliamidu wynosi :
- na sucho
0,04...0,1 MPa.m/s
- przy skąpym smarowaniu
0,4...0,7 MPa · m/s
- przy obfitym smarowaniu
0,7...O,l MPa · m/s
Są to wytyczne dla konstruktora; praktyka eksploatacji dowodzi, że są one przyjęte niemal z trzykrotnym współczynnikiem bezpieczeństwa.
Badania laboratoryjne autora dowodzą możliwości znacznie większego wykorzystania możliwości ślizgowych poliamidu 6 i 6.6, szczególnie w przypadku stabilizacji jego właściwości grafitem i dwusiarczkiem molibdenu. Na rysunku 4.28 przedstawiono wyniki badań, mające na celu określenie zakresu stosowalności poliamidu w węźle tarcia, bez obawy o przekroczenie temperatury warstwy wierzchniej (na powierzchni) 40°C i bez obawy o objawy zużywania cieplnego przez dłuższy okres czasu. Praktyka eksploatacji i badań wykazuje również, że dla skojarzenia czystego intensywności zużywania towarzyszy zmienność współczynnika tarcia. Stąd, za wyjątkiem sytuacji, w której w węźle tarcia znajduje się materiał ścierny, charakterystyka tarciowa poliamidu jest również jednocześnie charakterystyką odporności poliamidu na zużywanie, gdyż między wartością współczynnika tarcia a intensywnością zużywania dla „czystej” pary tarcia istnieje w przybliżeniu proporcjonalność.
Intensywność zużywania poliamidu w skojarzeniu ślizgowym jest proporcjonalna do zmienności µ, i w praktyce, poza okresem „docierania” na sucho (rys. 4.29) nie wykazuje większych anomalii. Można zatem oczekiwać liniowego przebiegu zmian luzu w łożysku i dość dobrze prognozować żywotność łożyska na podstawie nawet tylko krótkotrwałego eksperymentu lub obserwacji rzeczywistego węzła tarcia. Naturalnie może mieć to miejsce tylko w trakcie dość ustabilizowanej pracy łożyska poliamidowego (np. tulejka ślizgowa wodzika układu sterowania skrzynią biegów), a nie wówczas, gdy zaczną występować nadmierne niespodziewane, losowe duże udary. Intensywność zużywania poliamidu jest w całym obszarze umiarkowanej temperatury niemal niezmienna, natomiast przy przekroczeniu tej temperatury lawinowo narasta. Tę cechę wykazują zresztą wszystkie tworzywa termplastyczne, a jedynie temperatura graniczna jest w nich różna.
Rys. 4.28. Obszary graniczne stosowania poliamidu krajowej produkcji (tarnamid) z dodatkiem dwusiarczku molibdenu
Tarcie suche po stali kn - nacisk jednostkowy, v - prędkość tarcia
Rys. 4.29. Intensywność zużywania poliamidu przez tarcie w zależności od czasu, na sucho i przy smarowaniu
Tarcie po stali hartowanej i szlifowanej
Chropowatość około 2,5 µm; dla tarcia suchego kn • v = 0,06 MPa · m/s; w razie smarowania kn • v = 1,8 MPa µ m/s; temperatura łożyska około 60°C; t - czas pracy, µ - współczynnik tarcia
Niemniej zauważa się pewną zmienność zużywania poliamidu i jego współczynnika tarcia zarówno z temperaturą, jak też z naciskiem jednostkowym przy stałej wartości prędkości. Zmienność tę przedstawiono na rysunkach 4.30, 4.31 i 4.32.
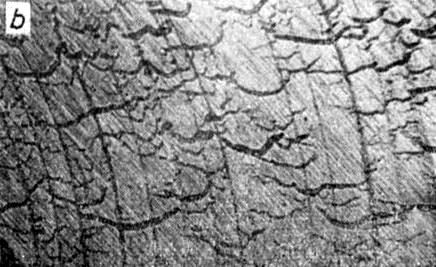
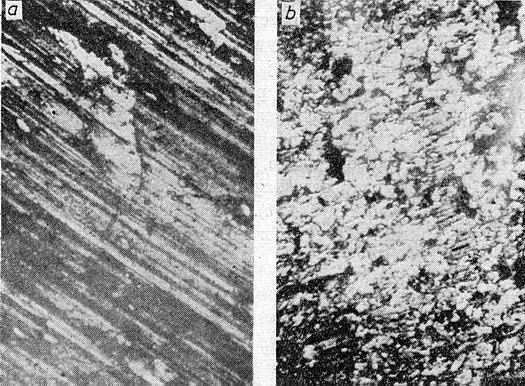
Łożyska poliamidowe, jak już wspomniano, przy umiarkowanych, w pełni dopuszczalnych warunkach tarcia, niemal nie zużywają się; wyjątek stanowi wyraźne środowisko ścierne. Tę sytuację można zaobserwować, oglądając powierzchnię tarcia poliamidu (rys. 4.33b) i porównując ją z obrazem powierzchni poliamidu bez tarcia, po wyjęciu z formy (rys. 4.33 a). Dopiero znaczne przeciążenie poliamidu powoduje wyraźne ślady nienależytej pracy i intensywnego niszczenia. W szczególności przekroczenie iloczynu kn • v, prowadzące do zbyt wysokiej temperatury warstwy wierzchniej, powoduje wyraźne nadtopienie warstwy wierzchniej (rys. 4.34). Także zresztą gwałtowny wzrost temperatury tulejki (panewki) w wyniku dopływu ciepła z zewnątrz (np. przegrzanie silnika) i jego wpływ na tulejkę ślizgową pompy wodnej wywołuje analogiczny efekt.
Rys. 4.30. Intensywność zużywania poliamidu (Ultramid A4K, prod. RFN) po stali hartowanej i szlifowanej
Tarcie suche
prędkość tarcia v = 0,5 m/s kn - nacisk jednostkowy, zl - zużycie liniowe
Rys. 4.31. Zależność zużycia poliamidu od nacisku jednostkowego
Tarcie suche po stali
prędkość tarcia: v1 = 0,3 m/s, v2 = 0,05 m/s kn - nacisk jednostkowy, µ- współczynnik tarcia
Rys. 4.32. Zależność zużycia poliamidu przy tarciu po stali od temperatury łożyska T - temperatura,
Zw - zużycie
Podobnie zbyt duży wzrost nacisku jednostkowego lub czasu nieprzerywanej pracy, powodujący zwiększenie nagrzewania warstwy wierzchniej, wywołuje wyraźne ślady zużywania cieplnego, któremu towarzyszy zresztą jednocześnie ścieranie nierównościami powierzchni metalowej (rys. 4.35). Charakterystyczny obraz powierzchni tarcia (rys. 4.36) poliamidu pokazał w swej pracy J. Kosicki. Jak wynika z pokazanych fotogramów, proces zużywania wszedł tu już w fazę zużywania awaryjnego, odpowiadającej obszarowi 80°C. Zasługuje też na uwagę fakt wyraźnej zmiany obszaru powierzchni tarcia przeciwpartnera metalowego. W razie intensywnego zużywania poliamidu coraz większa ilość jego cząstek, oderwanych od podłoża, nakleja się na powierzchni metalowej. Powoduje to wyraźny wzrost rzeczywistych nacisków jednostkowych, co jeszcze intensyfikuje proces zużywania poliamidu.
Rys. 4.33. Porównanie powierzchni poliamidu
a - powierzchnia dogładzona (bez tarcia), b - powierzchnia przy umiarkowanych warunkach tarcia
Pow. ok. 900 x
Rys 4.34. Intensywne, awaryjne zużywanie poliamidu, powodujące zwęglanie, nadtapianie i płynięcie warstwy wierzchniej
a - widok ogólny, b - powiększenie (ok. 950 x)
Rys 4 35 Obraz powierzchni tarcia metalu współpracującego z poliamidem przy bardzo ciężkich warunkach tarcia.
Widoczne ślady zużywania cieplnego metalu oraz namazywanie poliamidu na powierzchnię metalową
pow. ok. 950 x
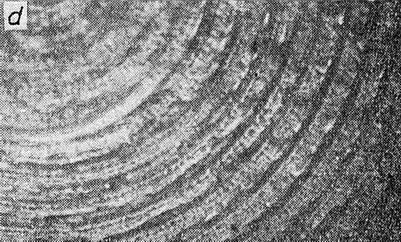
Rys 4.36 Powierzchnia tarcia poliamidu po stali, przy różnych naciskach jednostkowych (kn) przed i po próbie cieplnej (wygrzewanie)
Czas tarcia 20 min
a - poliamid nieobrabiany cieplnie (kn = 5 MPa), b- poliamid nieobrabiany cieplnie (kn = 10 MPa), c - poliamid obrabiany cieplnie (kn = 5 MPa), d- poliamid obrabiany cieplnie (kn = 10 MPa)
Pow. 20 x
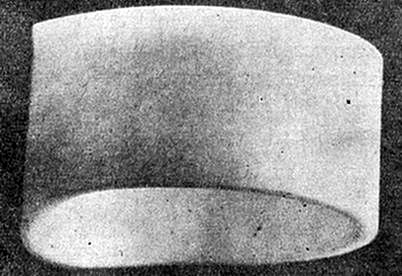
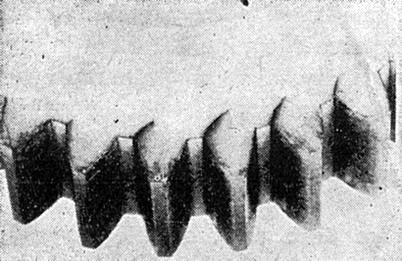
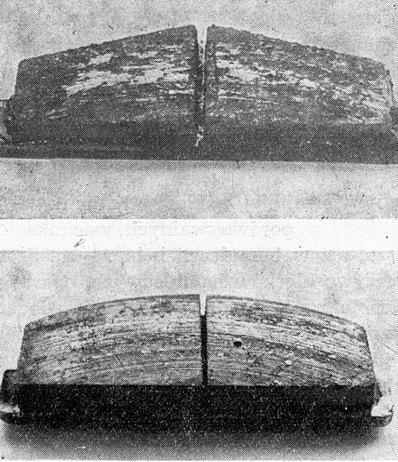
Najniebezpieczniejsza faza procesu współpracy poliamidu z metalem następuje wówczas, gdy ruchomy czop, wirujący w tulei poliamidowej lub w niej leżący, przy zaledwie istniejących częściowo powolnych ruchach względnych, jest obciążony zawsze w tym samym kierunku względem położenia tulei. Wówczas, jeżeli tuleja jest dostatecznie grubościenna i pracuje w dość wytężonych warunkach, odpowiadających drugiej połowie strefy iloczynu kn • v, występuje wyraźnie odkształcenie objętościowe pewnego, najbardziej obciążonego fragmentu tulei, w skrajnych przypadkach prowadzących przy niesprzyjających warunkach tarciowych do objętościowego odkształcenia tulei (rys. 4.37). Taki stan jest oczywiście stanem typowo awaryjnym. Jeżeli wynika on z wadliwych założeń konstrukcyjnych (wyraźne przeciążenie tulei), a jest jedynie następstwem odkształcenia poliamidu w czasie pod wpływem obciążenia, to uniknąć go można jedynie przez wprowadzenie pary odwróconej, eliminując możliwość ciągłego wyłącznego obciążenia tulei tylko w jednym miejscu (rys. 4.38).
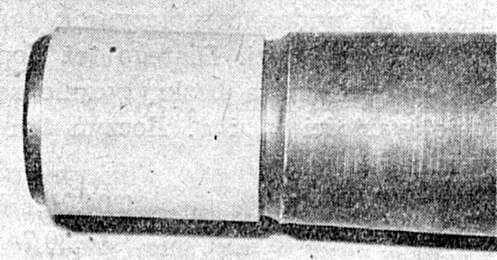
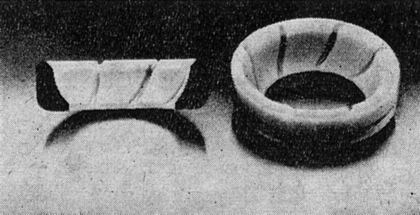
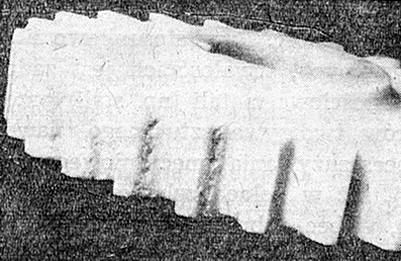
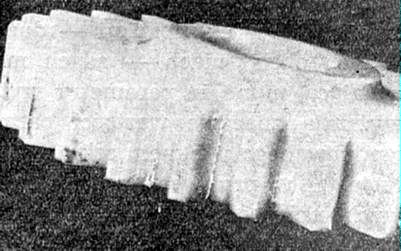
Rys. 4.37. Tuleja poliamidowa odkształcona w wyniku zbyt mocnego nagrzania odkształcenie wystąpiło przy dość dużym nacisku)
Rys. 4.38. Para odwrócona.
Czopem jest tulejka poliamidowa nałożona na rdzeń stalowy (wał), a panewką - metal-(stal)
1 - tuleja współpracująca z poliamidem, 2 - wał, 3 - tulejka poliamidowa na wale, 4 - obudowa łożyska
W tym celu stosuje się metalowe: czop i panew wykonane ze stali, a jednocześnie na czop nakłada się na gorąco tuleję poliamidową cienkościenną, wykorzystując zjawisko skurczu do trwałego połączenia tej koszulki z czopem. Nawet w przypadku tylko częściowego obrotu czopa, wahadłowego (np. czop ułożyskowania wahacza koła nośnego pojazdu gąsienicowego) obciążenie działa nie w jednym punkcie, lecz na powierzchni pewnej strefy (jeśli nie na całym obwodzie) koszulki poliamidowej, i proces zużywania rozkłada się na dużą powierzchnię pracującą tulejki poliamidowej. Praktyka wykazała, że w wahaczu koła nośnego pojazdu gąsienicowego taka para odwrócona powoduje wzrost żywotności węzła o blisko 80%, niezależnie od dogodności dokonania wymiany, polegającej na zdjęciu starej koszulki i nałożeniu nowej, ewentualnie o większym wymiarze, w przypadku, gdy zużyła się wymiernie metalowa panew skojarzenia trącego.
Nie odbiega od obrazów zużywania i charakterystyki tarciowo-zużyciowej obraz i jakość oraz ilość zużywania samochodowych części wykonanych z tworzywa sztucznego ślizgowego, naturalnie wówczas, gdy mowa o tworzywach termoplastycznych. Istnieją tutaj na ogół tylko różnice ilościowe, wywołane różnicą obiektywnej wytrzymałości powierzchniowej (odporności na zużywanie i tarcie) tworzywa sztucznego innego niż poliamid. Mechanizm zużywania jest podobny. Wyraźnej zmianie ulega oczywiście zakres stosowania takiego tworzywa w układzie kn • v. Na przykład polietylen, rzadko, ale niekiedy jeszcze stosowany w mniej ważnych łożyskowaniach samochodu, ma zakres stosowania wyraźnie gorszy od zakresu stosowania poliamidu. Wpływ na ten zakres ma także, podobnie jak w przypadku poliamidu, zastosowanie dodatków i napełniaczy.
Obecnie w samochodach coraz powszechniej w elementach łożysk ślizgowych stosuje się także poliacetale. Charakteryzują się one dobrymi właściwościami ślizgowymi (rys. 4.39), szczególnie w sytuacji stosowania ich w postaci kopolimeru acetalowego. Są one ponadto sztywniejsze od poliamidu, zaś wytrzymałością cieplną przewyższają także nieco poliamid. Stąd wynika większa ich przydatność, ze względu na większą wartość iloczynu kn • v. Zastosowanie. kopolimeru acetalowego (tarnoform polskiej produkcji) daje w łożyskach obciążonych większymi naciskami, a mniejszymi prędkościami obrotowymi niż poliamid, bardzo pozytywne rezultaty. Jednak częściej stosuje się kopolimery acetalowe na elementy akcesoriów, ograniczając zastosowanie do takich elementów trących, u których wymagana jest i duża sztywność i dobra odporność na zużycie (np. zatrzaski mocujące drzwi samochodów osobowych i ciężarowych). Oczywiście ten kopolimer jest jednym z głównych polimerów stosowanych do wyrobu kół zębatych.
Rys. 4.39. Charakterystyka tarciowa poliacetali
a - poliacetal czysty,
b - poliacetal z dodatkiem dwusiarczku molibdenu,
c - kopolimer acetalowy kn - nacisk jednostkowy, µ - współczynnik tarcia
Obecnie powszechne zastosowanie znalazł polimer o wyjątkowo dogodnych właściwościach tarciowo-zużyciowych, oparty o związki fluorowe, w szczególności policzterofluoretylenu (PTFE) (w Polsce produkowany pod nazwą tarflen). Jego właściwości są znacznie lepsze od właściwości poliamidu lub kopolimeru acetalowego: wyższa jest granica stosowania, znacznie większa temperatura stosowania, wreszcie wyraźnie mniejszy współczynnik tarcia. Dochodzą do tego: wyjątkowo duża odporność chemiczna, antyadhezyjność i duża odporność na udar. Pogarszają nieco właściwości użytkowe tego polimeru: stosunkowo mała twardość, brak odporności na płynięcie i duża gęstość. Jednak w sumie jest to (oprócz może poliamidów) najlepszy termoplastyczny polimer ślizgowy. Najważniejszą jego pozytywną cechą jest fakt, że wytrzymuje on pracę warstwy wierzchniej bez zwiększania współczynnika tarcia i podwyższenia intensywności zużycia ponad 200°C, a więc tym samym zakres jego stosowania (rys. 4.40) jest znacznie szerszy niż innych polimerów termoplastycznych.
Rys. 4.40. Obszary graniczne stosowania policzterofluoroetylenu (PTFE)
1 - PTFE, 2 - PTFE + opiłki metalowe, kn - nacisk jednostkowy, v - prędkość ślizgania
Bardzo pozytywną cechą policzterofluoretylenu jest jego mały współczynnik tarcia na sucho, leżący w granicach 0,05-0,08, mały także w przypadku napełnienia tego tworzywa napełniaczami wzmacniającymi - 0,10...0,13. Ma on wartość wyraźnie większą tylko przy bardzo małych naciskach jednostkowych oraz przy bardzo dużych obciążeniach jednostkowych i prędkościach. W sumie korzystne są także jego właściwości wytrzymałościowe, w szczególności relacje między naprężeniami rozciągającymi a wydłużeniem w różnych temperaturach (rys. 4.41) oraz relacje między naprężeniami wywołanymi ściskaniem a odkształceniem przy różnych temperaturach (rys. 4.42), chociaż trzeba podkreślić, że te ostatnie są korzystniejsze dla poliamidów, a także poliimidów.
Praktyka eksploatacji wykazała, że najlepsze rezultaty przeciwtarciowe i przeciwzużyciowe policzterofluoretylenu uzyskuje się przy jego zastosowaniu:
na cienkościenne powłoki panewek metalowych (lub czopów metalowych), co prowadzi m.in. do znacznego zwiększenia odprowadzenia ciepła od warstwy wierzchniej i pozwala przy dużej wartości iloczynu
Rys. 4.41. Zależność naprężenia rozciągającego s od wydłużenia l policzterofluoroetylenu (PTFE) przy różnych temperaturach
Rys. 4.42. Zależność naprężenia ściskającego s od odkształcenia l policzterofluoroetylenu (PTFE) przy różnych temperaturach
kn • v (rzędu 100 MPa • m/s) zachować właściwe warunki pracy PTFE na sucho;
na dodatki do smarów przeciwtarciowych, szczególnie smarów mazistych, niecyrkulujących;
przy zastosowaniu napełniaczy lub kombinacji warstwowych skojarzeń z metalem.
W tych przypadkach korzyści ze stosowania PTFE są największe. W praktyce wydłuża się niekiedy kilkakrotnie żywotność łożyska, szczególnie przegubu pracującego na sucho lub łożyska poprzecznego pracującego z niedużymi prędkościami względnymi, co znacznie polepsza niezawodność pojazdu.
Zakres stosowania policzterofluoroetylenu jest znacznie większy, niż dotychczas omawianych polimerów, nawet najlepiej wypełnionych. Umożliwia to stosowanie praktycznie bezzużyciowych tulejek zwrotnic, krzyżaka przekładni kierowniczej, pierścieni ślizgowo-uszczelniających pompy hamulcowej ,i amortyzatorów, a nawet pierścieni zgarniających tłoków silnika spalinowego (wysokoprężnego). A więc PTFE stosuje się przede wszystkim tam, gdzie konieczna jest pewność niezawodnej pracy zespołu ze względu na bezpieczeństwo jazdy. W tych rozwiązaniach na ogół stosuje się czysty PTFE z dodatkiem stabilizującym lub wypełniony najczęściej proszkiem bądź opiłkami brązu. Nieprzechodzenie policzterofluoroetylenu w stan płynny mimo osiągnięcia temperatury destrukcji jest także pozytywną cechą, nie pozwala bowiem w odpowiednim skojarzeniu na nagłe pojawienie się ogromnego luzu, co w przypadku innego polimeru może wystąpić i grozi w efekcie awaryjnym zniszczeniem węzła i wypadkiem drogowym w skutek awarii.
Już przebieg charakterystyk tarciowych PTFE, czystego i z rozmaitymi napełniaczami, wskazuje na dużą jego przydatność w węzłach, w których pożądane jest jak najmniejsza intensywność zużywania. Charakterystyka tarciowa czystego PTFE jest bardzo obiecująca. Podobnie i dostatecznie przekonywujące materiały dowodowe na wyższość PTFE i kompozytów z jego udziałem nad innymi materiałami termoplastycznymi zawiera tablica 4-5. Nie powinny budzić wątpliwości dość różne i niejednakowe wyniki bezwzględnych wartości współczynnika tarcia, gdyż ich wartość zależy w istotny sposób od metodyki badawczej. W praktyce pomiaru jednoznaczną odpowiedź dotyczącą wartości globalnego współczynnika tarcia dać może tylko badanie na aparacie odzwierciedlającym w pełni warunki pracy, zaś wykazać przewagę jednego tworzywa nad drugim w tym względzie mogą tylko porównawcze badania różnych tworzyw prowadzone w identycznych warunkach. Z materiałów tablicy widać także wyraźnie, że optymalne użytkowe warunki tarciowe daje PTFE odpowiednio napełniony, szczególnie kompozyt PTFE i proszku (opiłków) brązu.
Odporność na zużywanie różnych materiałów (tarcie suche, po stali, łożysko poprzeczne, v = 2 m/s, kn = 2 MPa)
Tablica 4-5.
L.p.
Materiał
Wartość zużycia liniowego próbki (sprowadzona do czasu pracy 1 h) mm
1
Policzterofluoroetylen (PTFE) z opiłkami brązu
0,0006
2
Brąz ołowiowy z grafitem (spiekany)
0,0016
3
Policzterofluoroetylen (PTFE) + 25% grafitu
0,0011
4
Żywica fenolowoformaldehydowa + 3% MoS2
0,0020
5
Policzterofluoroetylen + 25% włókna szklanego
0,0028
6
Żywica epoksydowa 3% MoS2
0,14
7
Poliamid
0,72
Przodujące firmy (szczególnie zachodnie) stosują w budowie samochodów do szeregu wyszczególnionych już zastosowań łożyska - kompozyty PTFE - metal. Przoduje w tym firma GLACIER, produkująca specjalne kompozytowe łożyska GLACIER DU. Łożyska te są wielowarstwowe: podłoże (dla panwi-zewnętrzny pierścień) stanowi blacha stalowa (taśma) miedziowana elektrolitycznie, na którą jest nałożona warstwa ze spiekanego brązu, nasyconego PTFE oraz ołowiem; na tę warstwę pośrednią jest nałożona cienka wykładzina ślizgowa z PTFE o grubości od kilku setnych do kilku milimetrów, w zależności od rozwiązania konstrukcyjnego i zastosowania. Łożyska takie gwarantują utrzymanie współczynnika tarcia (suchego) w granicach 0,10-0,18, do temperatury, warstwy wierzchniej 280°C, przy zachowaniu typowych objawów mechanizmu pracy polimeru, czyli przy minimalnym zużyciu, objawiającym się istnieniem procesu zużycia przez płynięcie, niemal bez ubytku masowego i liniowego.
Wartość względna zużycia Iwzgl policzterofluoroetylenu różnie napełnionego (tarcie po stali, suche, kn • v = 5 MPa • m/s)
Szereg materiałów źródłowych podaje informacje o zachowywaniu się PTFE i jego kompozytów ze względu na zużywanie. Przede wszystkim istnieje dowód na to, że taki kompozyt, podobnie jak czysty PTFE lub wypełniony, zachowuje się w tarciu tak jak każdy polimer: w pierwszym stadium tarcia wygładza nierówności powierzchni, swoje i przeciwpartnera -metalowego, powodując po tym okresie dotarcia znikomą intensywność zużywania nawet w najgorszych warunkach tarcia na sucho; podobnie w przypadku PTFE z brązem jak i innymi, nawet gorszymi dla tego skojarzenia napełnieniami. Tablice 4-6 i 4-7 zawierają porównawcze dane o intensywności zużycia dla rozmaitych kombinacji PTFE wypełnionego rozmaitymi napełniaczami. Należy również zaznaczyć, że specyfikę zużywania pary trącej policzterofluoroetylen - metal, ze względu na PTFE, można wyrazić tzw. wyznacznikiem zużywania K :
K = h/(kn • St)
[cm2/N]
gdzie:
h - zużycie liniowe (ubytek materiału mierzony grubością usuniętej warstwy),
kn - nacisk jednostkowy, nominalny,
St - droga tarcia.
Wyznacznik zużywania jest wartością niemal stałą dla zużywania określonego węzła tarcia (w całym zakresie obciążeń i prędkości tarcia węzła) i tylko nieznacznie zależy od wartości obciążenia i prędkości tarcia.
Rys. 4.43. Powierzchnia tarcia policzterofluoroetylenu (PTFE) przy przeciętnych warunkach tarcia o stal
pow. ok. 900 x
O podobnym, jak w przypadku innych polimerów, mechanizmie zużywania w łożysku ślizgowym, jak i o tym, że zużycie to jest znikome w razie braku ścierniwa i zachowania wartości parametrów, mieszczących się w granicach stosowania, przekonuje również zdjęcie powierzchni tarcia (rys. 4.43).
Podobnie jak na poliamidzie, widać tu nikłe rysy nawet w razie intensywnego tarcia, co potwierdza hipotezę o istnieniu zużycia przez płynięcie, a więc rodzaju zużycia charakteryzującego się nikłym ubytkiem masowym w czasie. Charakterystyczna jest także możliwość wykorzystania tworzyw sztucznych na łożyska igłowe (np. łożyska igłowe krzyżaka wału pędnego samochodu). W tych łożyskach, oczywiście metalowych, istnieje dość intensywne zużywanie w wyniku silnej korozji tarciowej. W Chinach zastosowano zamiast takiego klasycznego łożyska, łożysko ślizgowe, w którym tulejka jest wykonana jako kompozyt: warstwa wypełnionego PTFE nałożona na siatkę z brązu, leżącą na miedziowanej elektrolitycznie tulejce stalowej. W efekcie uzyskano skojarzenie, które przez okres dwukrotnie dłuższy od międzynaprawczego okresu pracy łożyska igłowego w tym skojarzeniu nie wykazuje śladów zużycia od korozji tarciowej.
Perspektywicznymi mogą być stosunkowo nowe tworzywa termoplastyczne, a mianowicie poliimidy, otrzymywane przez polimeryzację aromatycznych maleinoimidów lub przez polikondensację bezwodnika kwasów aromatycznych z dwuaminami aromatycznymi. Tworzywo to ma wyjątkowo szeroki przedział możliwej pracy, od -240°C do +370°C, przy czym pełne właściwości mechaniczne utrzymuje ono jeszcze przy podgrzaniu do temperatury około +250°C. Z tego tworzywa wykonuje się elementy tarciowe metodą spiekania, gdyż jego temperatura depolimeryzacji jest większa od temperatury płynności poliimidu. Z reguły to tworzywo wykorzystuje się wraz z napełniaczami dla nadania mu większej ślizgowości. Aktualnie wykorzystuje się go w pojazdach w ograniczonym zakresie, ale prowadzi się nad nim badanie. Niemniej już wiadomo, że takie elementy, jak pierścienie tłokowe, wszelakie łożyska poprzeczne pracujące z suchym tarciem, granicznym i półpłynnym, a także koła zębate i krzywki rozrządu silnika, wykonane z poliimidów, są znacznie bardziej żywotne, niż wykonane z konwencjonalnych metali lub dotychczas stosowanych gatunków tworzyw sztucznych. Badania stanowią dość ścisłą tajemnicę produkcji i na razie tych tworzyw nie stonuje się w eksploatowanych w kraju samochodach.
Oprócz łożysk wykonywanych z tworzyw termoplastycznych stosuje się także w samochodach panewki (tulejki) wykonane z tworzyw fenolowych, termoutwardzalnych. Te tworzywa, jako laminaty (rozmaitego wykonania), stosuje się na uszczelki ślizgowe, tłoki mechanizmu wspomagania, wreszcie łożysko ślizgowe pompy wodnej. Tworzywa fenolowe pracują bardzo skutecznie nie tylko z smarowaniem (lub chłodzeniem), lecz także z bardzo ubogim smarowaniem (np. jako tuleje resorowe, tuleje sworzni zwrotnicy w układzie kierowania samochodem, tuleje łożysk, pedałów sprzęgła i hamulca).
Porównawcze badania wykonane przez J. Brosia wykazują dobre właściwości ślizgowe szczególnie tworzyw fenolowo-formaldehydowych, a także wyraźnie korzystne wskaźniki ich zużycia. Podobnie, jak w przypadku tworzyw termoutwardzalnych, skojarzenie metal - tworzywo termoutwardzalne fenolowe dociera się stosunkowo szybko, wykazując podobny proces wygładzenia nierówności powierzchni partnera metalowego. Powierzchnia tych tworzyw po tarciu wskazuje na istnienie procesu zużywania ściernego, jednak w znacznie mniejszym stopniu, niż w przypadku pracy klasycznej pary stal - stop łożyskowy. Zresztą wygląd powierzchni partnera metalowego (stalowego) wskazuje na mniej intensywny proces zużywania, niż w klasycznym łożysku metalowym. Potwierdza to wynik eksperymentu zużyciowego, gdyż zużycie pary metal - tworzywo fenolowe lub -epidian z napełniaczami jest mniejsze niż pary klasycznej, oczywiście z tarciem innym niż płynne (rys. 4.44.) W praktyce eksploatacji pojazdów nie zdarza się, by nastąpiło awaryjne zużycie takiej panewki. Proces zużywania zachodzi oczywiście w formie ubytku materiału (zwiększenie luzu), jednak o intensywności bardzo nikłej, i w sposób stopniowy. Jedynie wniknięcie do łożyska ścierniwa np. tuleje resorów) powoduje intensywne zużywanie ścierne, jednak także bez gwałtownego przejścia do stanu awaryjnego. Tworzywo termoutwardzalne jest mimo to stosowane rzadziej niż termoplastyczne, gdyż po wyprodukowaniu wymaga obróbki skrawaniem, co jest uciążliwe w porównaniu z tworzywem termoplastycznym, którego wtryśnięcie zapewnia bezodpadowe wykonanie panwi o gotowej do eksploatacji powierzchni tarcia.
Rys. 4.44. Zależność zużycia liniowego i masowego od prędkości ślizgania [2] Zl - zużycie liniowe tworzyw epoksydowych i stopu łożyskowego, - Zm - zużycie masowe partnera metalowego, v - prędkość ślizgania, Es - epidian wzmocniony tkaniną szklaną, Eb - epidian wzmocniony tkaniną bawełnianą, Łstop łożyskowy na osnowie cyny
Do produkcji rozmaitych kół zębatych dość szeroko stosuje się tworzywa na osnowie tworzyw fenolowych. Stosuje się je często w drobnych mechanizmach (np. koła zębate przekładni wycieraczek samochodowych), oczywiście w wykonaniu napełnionej żywicy (włókno bawełniane, rzadziej szklane), aczkolwiek niekiedy także jako czyste, czyli niewypełnione. Koła rozrządu niektórych silników spalinowych (prod. ZSRR, USA) są wykonywane z prasowanych tłoczyw fenolowo-formaldehydowych. Ich zalety w porównaniu z kołami metalowymi to prostota produkcji, zaś w eksploatacji - duża cichobieżność. Przy stosunkowo niedużych obciążeniach - siłach międzyzębnych, trwałość ich jest zadowalająca, mimo że parametry wytrzymałościowe metali (np. stali) przewyższają znacznie wartości parametrów tworzywa sztucznego, nawet laminowanego włóknem szklanym. Proces zużywania zmęczeniowego narasta tu w praktyce znacznie wolniej, niż w kołach zębatych metalowych, zaś proces zużywania ściernego, wobec dobrej ślizgowości skojarzeń, nie jest intensywny.
Rys. 4.45. Koła zębate napędu rozrządu wykonane z poliamidu
Konkurentem metalowych kół zębatych stały się ostatnio tworzywa termoplastyczne, w szczególności poliamidy (rys. 4.45) odznaczające się dobrymi właściwościami przeciwzmęczeniowymi. Koła zębate wykonane z poliamidów, metodą wtrysku, pracują wystarczająco długo, zarówno bez oznak procesu zużywania dynamicznego, jak też złamania zębów. Dopiero przekroczenie dopuszczalnych temperatur, ze względu na zbyt intensywne tarcie międzyzębne, może doprowadzić do awarii takich kół. Wykonanie powierzchni zębów przez wtrysk tak, by istniała duża gładkość powierzchni (chropowatość nie przekraczająca 2 mikrometry), a także duża gładkość powierzchni zębów koła stalowego, doprowadza do zużywania przez płynięcie, a więc do nikłego ubytku masowego i liniowego. Praktyka badawcza wykazuje, że zębate koła poliamidowe pracują znakomicie wówczas, jeśli chropowatość powierzchni zębów koła metalowego nie przekracza nigdy około 5 [µm], jeśli nacisk jednostkowy powierzchniowy jest na poziomie l MPa i jeśli w efekcie temperatura koła poliamidowego w strefie tarcia nie przekroczy temperatury 80°C.
Rys. 4.46. Zużycie zmęczeniowe powierzchni zęba koła polimidowego
Rys. 4.47. Ślady intensywnego zużywania przez ścieranie zębów koła poliamidowego
Mimo niewątpliwych zalet, koła zębate z poliamidu podlegają także procesowi zmęczenia. Długi okres pracy, szczególnie w obecności smaru (oczywiście, że ze smarowaniem bezawaryjny czas pracy jest znacznie dłuższy, niż bez smarowania) wyjawia oznaki zmęczeniowego zużywania zębów (rys. 4.46). Widać wyraźnie ślady zużywania, które (przez analogię do zużycia metalu) można nazwać zużyciem przez łuszczenie lub pitting. Przekroczenie dopuszczalnych parametrów pracy powoduje pojawienie się silnego ścierania - zużycia ściernego (rys. 4.47), przede wszystkim zwiększającego luz międzyzębny, lecz także osłabiającego, w wyniku zmniejszenia przekroju, stopę zęba na działanie zmęczeniowe. Praca na sucho, szczególnie po wypracowaniu się smaru nałożonego przy montażu pary trącej, prowadzi także do pojawienia się zużycia cieplnego, ale to tylko w przypadku wyraźnego przekroczenia dopuszczalnych parametrów pracy. Poliamid, wbrew pozorom, w zastosowaniu do kół zębatych jest dość odporny na zginanie (poliamid 6.6), a mimo to w wyniku działania zmęczeniowego i w ogóle dużych sił zginających zęby może dochodzić do typowego złamania podstawy zębów (rys. 4.48).
Rys. 4.48. Ślady pęknięcia poliamidu przy stopie zęba w wyniku przeciążenia
Rys. 4.49. Zależność zużycia masowego Zm i liniowego Zl kół zębatych wykonanych z poliamidu wzmocnionego włóknem szklanym od czasu pracy t
Literatura przytacza szereg danych dotyczących intensywności zużywania kół zębatych, wykonanych z poliamidu wypełnionego włóknem szklanym (lub innymi napełniaczami). Pośrednio obrazuje to wykres na rysunku 4.49, dotyczący zużycia liniowego i masowego kół zębatych przekładni samochodu, zarówno z zazębieniem Nowikowa, jak też z zazębieniem ewolwentowym. Porównanie przebiegu ich zużycia z przebiegiem zużycia kół stalowych z zębami nawęglanymi wskazuje na zupełnie zadowalającą odporność na zużywanie kół zębatych, wykonanych na pozór ze słabego tworzywa sztucznego; na rysunku 4.75 porównano oczywiście koła zębate, odpowiednio obliczone ze względu na iloczyn kn • v, którego dopuszczalna wartość jest większa niż w przypadku poliamidu.
Obecnie stosuje się na koła zębate przede wszystkim: poliamidy (łatwe w produkcji), laminaty fenolowo-tkaninowe (wymagają obróbki skrawaniem), poliacetale oraz poliestry termoplastyczne (przede wszystkim w USA), a także coraz częściej ale jeszcze w stadium prób) poliimidy. Wszystkie te tworzywa nadają kołom zębatym bardzo dogodne cechy użytkowe: równomierność rozłożenia naprężeń na całej długości zęba (wynik podatności zęba na odkształcenie sprężyste), tłumienie drgań, cichobieżność, możliwość pracy bez smaru, co dla metalowych kół zębatych jest w zasadzie niemożliwe, wreszcie mniejsze zużycie, spowodowane faktem wchłaniania twardych cząstek - produktów zużycia przez warstwę wierzchnią tworzywa sztucznego i spowodowanie w ten sposób eliminacji intensywniejszego procesu zużywania ściernego.
Obecnie powszechnie stosuje się tworzywa sztuczne na elementy ślizgowe samochodu. Nowe tworzywa, szczególnie poliimidy, rokują także nadzieję na zastąpienie nawet typowych stopów łożyskowych. tworzywami sztucznymi. Nie sposób tutaj przytoczyć efektów zużywania elementów samochodów wykonanych z tworzyw sztucznych wszystkich- gatunków, w różnych markach samochodów oraz różnych rozwiązań konstrukcyjnych. W sumie jednak należy stwierdzić, że tworzywa sztuczne z powodzeniem zastępują elementy ślizgowe metalowe tam, gdzie brak tarcia płynnego i gdzie obciążenie ogólne łożyska (iloczyn nacisku jednostkowego i prędkości) jest mały, a szczególnie mała jest prędkość obrotowa. W takim zastosowaniu tworzywa sztuczne są nie mniej żywotne, a czasami i bardziej żywotne niż najlepsze stopy łożyskowe metalowe, a jednocześnie znacznie łatwiejsze w produkcji, o czym już wspominano.
Znacznie mniejsze asortymentowo jest zastosowanie tworzyw sztucznych wielkocząsteczkowych w elementach ciernych samochodu. Tutaj bazuje się ciągle jeszcze prawie wyłącznie na niektórych gatunkach tworzyw termoutwardzalnych lub rzadziej na elastomerach. Ciężkie warunki pracy tworzyw ciernych w hamulcach i w sprzęgłach sprawiają, że stosuje się tu kompozyty, z przewagą masowego stosunku napełniaczy do lepiszcza. Należy jednak stwierdzić, że w tych zastosowaniach zastąpienie tworzyw sztucznych metalowymi tworzywami ciernymi jest niemożliwe. Tworzywa sztuczne bowiem stwarzają znacznie lepsze warunki do skutecznego hamowania samochodu i przenoszenia momentu obrotowego, niż tworzywa klasyczne metalowe.
4.3.3. Zużywanie par ciernych hamulców i sprzęgieł
Najwcześniej prawo obywatelstwa uzyskały tworzywa sztuczne w parach ciernych maszyn, szczególnie samochodów, zarówno w sprzęgłach, jak też w hamulcach. W obu przypadkach najważniejszą cechą jest odpowiednio duża cierność par trących: w sprzęgle - dla przeniesienia bez poślizgów odpowiednio dużego momentu obrotowego, w hamulcach - dla skutecznego i szybkiego wytracania dużej ilości energii kinetycznej hamowania pojazdów. I w jednym i w drugim przypadku równie ważna, jak duża wartość współczynnika tarcia, jest duża stabilność wartości współczynnika tarcia niezależnie od wartości temperatury, a także duża wartość temperatury destrukcji tworzywa, warunkująca okres umiarkowanego, dopuszczalnego zużywania. Szczególnie w tworzywach ciernych istnieje bardzo ścisła współzależność między ich właściwościami tarciowymi i przeciwzużyciowymi. Są naturalnie tworzywa, które mając takie same charakterystyki cierne, mają jednocześnie różną odporność na zużywanie. Niemniej na ogół lepszej charakterystyce tarciowej, a szczególnie dużej wartości maksymalnej współczynnika tarcia, z reguły towarzyszy znaczna intensywność zużywania.
W sprzęgłach i hamulcach obecnie bardzo rzadko stosuje się pary metalowe, przenoszące moment obrotowy lub powodujące wyhamowanie pojazdu bądź jakiegokolwiek elementu maszyny. Wśród pojazdów jedynie jeszcze w kolejnictwie spotyka się hamulce, w których elementy pary tarciowej są wykonane z metalu (np. żeliwo po staliwie czy po stali). W pojazdach samochodowych hamulce i sprzęgła bazują powszechnie na parach: stal lub staliwo (żeliwo) i tworzywo sztuczne, w różnym zresztą stopniu kompozycyjności. Tworzywa cierne różnią się od tworzyw ślizgowych przede wszystkim dużym stopniem napełnienia i stosunkowo małym procentem zawartości tworzywa wielkocząsteczkowego, będącego lepiszczem. Od jakości lepiszcza zależy charakterystyka tarciowa i przeciwzużyciowa tworzywa, jednak w większym stopniu właściwości eksploatacyjne zależą od innych składników kompozytu, a mianowicie napełniaczy, szczególnie azbestu (lub zastępującego go nieraz włókna szklanego), a także i od innych mineralnych napełniaczy i organicznych dodatków, szczególnie smarnych. W praktyce istnieją niemal nieograniczone możliwości dowolnego kształtowania właściwości tarciowo-zużyciowych takich tworzyw przez stosowanie rozmaitych napełniaczy w różnych ilościach. O tym problemie traktuje następny rozdział.
Do komponowania tworzyw hamulcowych i sprzęgłowych używa się obecnie powszechnie kilka zaledwie rodzajów tworzywa wielkocząsteczkowego: termoutwardzalne żywice fenolowo-formaldehydowe (w ogóle żywice fenolowe), czasami żywice epoksydowe, oraz jeszcze dość często kauczuk lub elastomery o odpowiednich właściwościach.
Kauczuk stosuje się niekiedy do produkcji tworzywa hamulcowego w hamulcach bębnowych, jednak także już zwykle wespół z żywicą termoutwardzalną, a także czasami w sprzęgłach, zwykle mokrych, szczególnie pojazdów jednośladowych (np. w mokrych sprzęgłach motorowerów). W ogóle istnieje jednak uzasadnienie stosowania kauczuku wszędzie tam, gdzie konstrukcja wymaga pewnej elastyczności elementu ciernego. W samochodach dość powszechnie przechodzi się na takie rodzaje tworzyw ciernych, w których zasadniczym lepiszczem jest tworzywo termoutwardzalne. Niezależnie od tego trzeba wspomnieć i o tym, że ostatnio odkryte nowe rodzaje polimerów (np. poliimidy) mają właściwości predestynujące je na lepiszcze elementów hamulcowych. Jest to jednak na razie sprawa późniejszych zastosowań. Obecnie przeważa żywica fenolowa, ewentualnie z dodatkiem kauczuku. O zużywaniu tych właśnie tworzyw traktuje ten rozdział. Szczególnie ciężkie warunki-pracy mają znacznie cięższe, niż sprzęgła, elementy hamulcowe pojazdów. W procesach hamowania pojazdów samochodowych, bardzo często zdarzają się hamowania awaryjne, w których wytraca się prędkości pojazdu, od bardzo dużej do zera, w sposób bardzo intensywny. Nacisk jednostkowy przy tarciu elementów hamulcowych z reguły zawiera się w granicach 1,5-2,0 MPa, a w hamulcach tarczowych nierzadko w granicach dwu i trzykrotnie większych wartości. Są to naciski bardzo duże, szczególnie jeśli uświadomi się fakt, że występują one przy tarciu zewnętrznym suchym.
Praca hamowania zwykłego przeciętnego pojazdu jest o około połowę mniejsza od pracy hamowania awaryjnego. Przy hamowaniu zwykłym wykorzystuje się najpierw utratę prędkości przez dość intensywne hamowanie silnikiem (tzw. wybieg), co powoduje, że potem w hamulcach wytraca się tylko część pierwotnej energii kinetycznej pojazdu. W hamowaniu awaryjnym praktycznie cała pierwotna energia kinetyczna samochodu wytraca się w hamulcach. Krótki czas hamowania powoduje, że energia wytracana przez hamowanie silnikiem lub opór powietrza jest niekiedy zupełnie znikoma. Elementy hamulcowe powinny
zatem wytrzymywać udar cieplny, pochodzący z hamowania awaryjnego. O ile przeciętna temperatura warstwy wierzchniej tworzywa ciernego w hamulcach rzadko przekracza wartość 200...250°C, o tyle przy hamowaniu awaryjnym wartość ta, zwykle zresztą w przeciągu krótkiego czasu, nierzadko sięga 1000°C. Przy tak wysokiej temperaturze następują już nienormalne procesy destrukcyjno-zużyciowe zatem tworzywo cierne zużywa się znacznie intensywniej - tym intensywniej, im mniej jest wypełnione i im lepiszcze ma mniejszą temperaturę destrukcji cieplnej. Tworzywo oparte o żywice termoutwardzalne jest zatem bardziej odporne na zużycie, niż tworzywo zawierające jako lepiszcze kauczuk lub inne elastomery.
W sumie jednak ilość wydzielonego w samochodzie ciepła w jednostce czasu (lub w cyklu hamowania) jest duża, szczególnie w samochodach szybkich. W ostatnich latach wskutek wzrostu maksymalnych prędkości samochodów i jednocześnie zagęszczenia samochodów na drogach, wzrasta niezbędna energia hamowania, a zatem potrzebny jest wzrost odporności na zużycie tworzyw ciernych.
Destrukcja mechaniczna i cieplna tworzywa hamulcowego, rzutująca na intensywność zużywania, jest zależna nie tylko od ilości wydzielonego ciepła i temperatury warstwy wierzchniej oraz od gradientu tej temperatury w przekroju poprzecznym warstwy wierzchniej (pionowym do powierzchni). Moduł sprężystości podłużnej lepiszcza jest zależny od wartości naprężeń ściskających, działających w warstwie tworzywa, w tym przypadku w warstwie wierzchniej. Naprężenia te zależą zarówno od wartości nacisku jednostkowego, jak też od cierności tworzywa, charakteryzowanej wartością współczynnika tarcia. Warstwa wierzchnia jest dogodna dla celów przeciwzużyciowych wówczas, gdy moduł Junga ma nieznaczną wartość naprężeń ściskających (do 20...25 MPa). Dlatego też przy projektowaniu hamulców zwraca się uwagę na to, by naciski jednostkowe były umiarkowane (co ogranicza wyraźnie możliwość miniaturyzacji np. hamulców) oraz by cierność tworzywa nie była zbyt duża, szczególnie wówczas, gdy występuje maksimum udaru cieplnego: stąd też rzadko dopuszcza się tworzywo, którego współczynnik tarcia przekracza wartość 0,40...0,45.
Przy zabieganiu o wszystkie omówione dobre właściwości tworzywa konieczne jest uzyskanie dużego gradientu właściwości mechanicznych, chemicznych oraz odpowiednio umiarkowanie dużego gradientu temperatury. Sposób uzyskiwania optymalnych składów tworzywa i jego właściwości omówiono w następnym rozdziale; tu natomiast ograniczono się do podania typowych charakterystyk tworzyw hamulcowych i sprzęgłowych stosowanych w samochodach oraz do omówienia procesów zużywania tych elementów trących w samochodach.
W procesach tarcia tworzyw hamulcowych i sprzęgłowych samochodów dominują w zasadzie dwa rodzaje zużywania: zużywanie przez przedeformowywanie, połączone ze zużywaniem cieplnym, oraz zużywanie ścierne. Oba przypadki, z przewagą pierwszego rodzaju zużywania ma miejsce w hamulcach, zużywanie ścierne przeważa natomiast w sprzęgłach podczas ich normalnej pracy. Zużywanie cieplne występuje dopiero wówczas, gdy warunki pracy sprzęgła stają się nienormalne: np. przy ruszaniu obciążonym samochodem z wyższego biegu, niż bieg przeznaczony do ruszania samochodu, holowania zbyt ciężkiej przyczepy lub samochodu, powodującego trwały lub cykliczny częsty prześlizg sprzęgła, wreszcie przy prześlizgu sprzęgła, wywołanym złą regulacją jego układu sterowania (rys. 4.50). Na podstawie obrazów powierzchni tarcia, a także mikroskopowego obrazu produktów zużycia, nie można jednoznacznie określić udziału poszczególnych rodzajów zużywania; można jednak określić dominujący rodzaj zużycia.
Rys. 4.50. Wykres rozbiegu samochodu
Pole zakreskowane - pole prześlizgu sprzęgła samochodu przy ruszaniu z miejsca (okres od początku ruszania do zrównania prędkości obrotowej wału silnika z prędkością obrotową tarczy napędzanej połączonej ze skrzynią biegów)
t - czas jazdy, v - prędkość samochodu, w - prędkość obrotowa
W trakcie normalnego hamowania samochodu w parze hamulcowej dominuje dwojaki rodzaj zużywania: tworzywo cierne zużywa się przez przedeformowywanie, ubytek zaś materiału z powierzchni jest wynikiem zużywania ściernego: mikroskrawania i mikrościnania warstwy wierzchniej tworzywa mikrowystępami twardego partnera metalowego zwykle żeliwa lub staliwa).
Rys. 4.51. Powierzchnia tarcia tworzywa ciernego
a - tworzywo fenoloformaldehydowe, b - tworzywo kauczukowo-fenoloformaldehydowe
Pow. ok. 50 x
Istnieje zresztą wyraźna różnica w obrazach powierzchni tarcia tworzywa zależna od twardości tworzywa ciernego, w szczególności od stosowanego lepiszcza. W razie stosowania tworzywa z lepiszczem kauczukowym, w procesach normalnego zużywania przeważają przynajmniej częściowo procesy zużywania przez przedeformowywanie i elementy procesu zużywania cieplnego. W efekcie powierzchnia tarcia jest jakoby „zapolerowana” i rysy, świadczące o zużywaniu ściernym, są niewidoczne lub mało widoczne. Tworzywo twardsze, zawierające wyłącznie lepiszcze termoutwardzalne, twarde (rys. 4.51) jest o wiele bardziej odporne na polerowanie i zużywanie cieplne, stąd na jego powierzchni są wyraźnie widoczne ślady zużywania ściernego.
Rys. 4.52. Powierzchnia tarcia bębna hamulcowego, współpracującego z tworzywem kauczukowo-fenoloformaldehydowym
Rys. 4.53. Powierzchnia tarcia bębna hamulcowego, współpracująca z tworzywem fenoloformaldehydowym
W sumie tworzywo twardsze, oparte o żywicę fenoloformaldehydową, szczególnie modyfikowaną, spełnia warunek mniejszej intensywności zużywania nakładek lub klocków hamulcowych. Inaczej natomiast kształtuje się wówczas intensywność zużywania partnera metalowego - w obu przypadkach przeważa zużywanie ścierne, jeśli nie w wyniku mikroskrawania i ścinania mikrowystępami nierówności twardego tworzywa nakładki lub klocka hamulcowego, to twardymi cząstkami produktów zużycia wbitymi w stosunkowo miękkie tworzywo kauczukowe. Jednak powierzchnia metalowego partnera współpracującego z tworzywem kauczukowym jest bardziej wypolerowana i zużywa się mniej intensywnie (rys. 4.52), niż powierzchnia metalowa o tworzywa zawierające lepiszcze termoutwardzalne (rys. 4.53), na której rysy świadczące o zużywaniu ściernym są znacznie intensywniejsze. Typowym przedstawicielem tworzywa miękkiego jest tworzywo AKF, stosowane szczególnie w hamulcach bębnowych samochodów osobowych i lżejszych samochodów ciężarowych, doskonalszym zaś przebadanym tworzywem opartym na żywicy termoutwardzalnej jest na przykład tworzywo rodziny P specjalnie opracowane i stosowane w cięższych samochodach ciężarowych, szczególnie terenowych. Porównawcze dane o odporności na zużywanie obu tych tworzyw przy współpracy z typowym bębnem hamulcowym staliwnym pokazano na rysunku 4.54, a skład tych tworzyw przedstawiono w tablicy 4-8. Charakterystyczne jest, że:
globalne zużycie pary hamulcowej jest intensywniejsze dla pary z tworzywem mającym lepiszcze kauczukowe (np. AKF), niż dla pary, w której z bębnem stalowym pracuje tworzywo z lepiszczem termoutwardzalnym; wskazywałoby to na potrzebę stosowania jak najtwardszych tworzyw ciernych.
Rys. 4.54. Porównanie zużycia nakładek hamulcowych wykonanych z różnych tworzyw
P12 - tworzywo fenoloformaldehydowe,
AKF - tworzywo kauczukowo--fenoloformaldehydowe,
AK - tworzywo z przewagą lepiszcza kauczukowego
Indeks W oznacza tworzywo wygrzewane po procesie produkcji Zlo - zużycie liniowe okładzin, Zlb - zużycie liniowe bębnów hamulcowych
Składniki tworzyw hamulcowych
Tablica 4-8.
Materiał napełniacza
Składnik tłoczywa
AKF
AK
5A
P-8
P-10
P-11
P-12
Procentowa zawartość składnika w tworzywie % masy
Żywica F-8
-
-
28
-
11,9
-
30
Kauczuk-Buna S-4
12,5
16
9
6
6,9
15
-
Żywica F-110
12,5
-
-
19
-
-
-
Żywica fenolowa modyfikowana olejem lnianym
-
-
-
-
9,4
-
-
Azbest krótki
44
42
61
35,5
45,5
44,7
27
Azbest długi
-
-
-
-
-
-
3
Baryt BaS04
-
-
-
10,7
9
6,4
26
Czerwień żelazowa
27
32
-
-
-
28,5
-
Kaolin
-
-
-
28,5
15,6
-
-
Elektrokorund
-
-
-
-
-
-
6
Opiłki mosiężne
-
-
-
-
-
-
8
Siarka
1,25
3
0,925
0,15
0,15
3,0
-
Przyspieszacz D
0,25
-
0,075
0,05
0,05
0,08
-
Urotropina
1,75
-
-
-
1,5
-
-
Biel cynkowa
0,75
-
-
-
-
0,75
-
Aldol
0,15
-
-
-
-
0,015
-
Przyspieszacz M
0,15
-
-
-
-
0,015
-
Przyspieszacz S
-
0,08
-
-
-
-
-
Minia ołowiana
-
7
-
-
-
-
-
procentowe zużycie bębna hamulcowego przy współpracy z tworzywem mającym lepiszcze termoutwardzalne jest większe, niż przy współpracy z tworzywem bardziej miękkim, kauczukowym; sugeruje to stosowanie raczej tworzywa niezbyt twardego.
Rys. 4.55. Droga hamowania samochodu w zależności od zastosowanych tworzyw hamulcowych
(Samochód Warszawa Pick-Up, warunki próby wg PN/S-47000) - W-5-11 - tworzywo produkcji polskiej (Łódź), AKF - tworzywo produkcji polskiej (Boryszew), P12 - tworzywo prototypowe fenoloformaldehydowe
a - norma próby 0, b - norma próby I, c - norma próby II
Z wymienionych faktów wynika, że w kształtowaniu tworzyw hamulcowych (dla hamulców bębnowych) nie należy dążyć wszelkimi siłami do stosowania tworzyw o jak największej twardości. Może to doprowadzić do zbyt intensywnego zużywania metalu bębna hamulcowego i w paradoksalnym efekcie spowodować, że częściej trzeba by wymieniać bęben hamulcowy, niż nakładkę, co byłoby oczywistym nonsensem.
Należy zachować umiar w kształtowaniu właściwości tworzywa hamulcowego i tak dobierać parę cierną, aby bęben wytrzymał (z zastosowaniem przetaczania bębna przy wymianie nakładek) co najmniej trzy komplety nakładek hamulcowych. Z kolei dążenie do stosowania tworzywa zbyt miękkiego jest dążeniem także błędnym, gdyż pogarsza się wówczas charakterystyka- cierna pary oraz zmniejsza się maksymalna wartość współczynnika tarcia, wreszcie mała jest temperatura bezawaryjnej pracy hamulca (ograniczająca np. sposób jazdy i zwiększająca stopień niebezpieczeństwa ruchu samochodu, prowadząc do wydłużenia drogi hamowania) (rys. 4.55).
Rys. 4.56. Powierzchnia tarcia klocków hamulców tarczowych po intensywnym hamowaniu
Na zdjęciu górnym - powierzchnia klocka przegrzanego, ze śladami metalizowania
Nieco inaczej przebiega zużywanie pary trącej i jednocześnie inaczej wygląda powierzchnia tarcia wówczas, gdy hamowanie samochodu ma charakter awaryjny, jest bardzo intensywne i prowadzi do wytworzenia bardzo wysokiej temperatury warstwy wierzchniej, szczególnie nakładki hamulcowej. Powierzchnia tarcia wykazuje wówczas wyraźne ślady nienormalnego zużywania cieplnego (rys. 4.56). Podobnie wygląda powierzchnia tarcia tarczy sprzęgłowej, gdy warunki pracy tego sprzęgła stały się nienormalne. W obu przypadkach intensywność zużywania jest bardzo duża, a ponadto zachodzi proces głębokiego destruowania materiału warstwy wierzchniej, powodujący między innymi naruszenie pierwotnej gładkości powierzchni i prowadzący do naruszenia płynności hamowania oraz ruszania pojazdem z miejsca (w razie zużycia sprzęgła). W skrajnym przypadku stopień zdestruowania warstwy wierzchniej i naruszenie gładkości obu współpracujących powierzchni są tak duże, że hamulec lub sprzęgło wymagają naprawy: wymiany nakładek (tarcz ciernych) i przynajmniej przetoczenia bębna lub tarczy metalowej sprzęgła.
Procesy zużywania ściernego przebiegają szczególnie intensywnie wówczas, gdy tworzywo cierne zawiera twarde napełniacze, przede wszystkim włókno szklane zamiast (lub oprócz) azbestu lub ścierniwo (np. elektrokorund - proszek). Podwyższa się wówczas znakomicie odporność na zużywanie tworzywa ciernego, polepsza się charakterystyka cierna, również podczas pracy na mokro, wyraźnie natomiast zwiększa się zużywanie ścierne partnera metalowego. Stąd Stosowanie napełniaczy „ściernych” jest wskazane tylko w razie dodatkowych wymagań dla pojazdów specjalnych, na przykład pracujących w terenie, przy częstym zawilgoceniu hamulców lub nawet sprzęgieł.
W parach hamulców tarczowych panują nieco inne warunki pracy, niż w omawianych, zespołach samochodu. Nacisk jednostkowy na powierzchnię tarcia osiąga często wartość 5 MPa, w związku z czym ilość energii cieplnej wydzielanej na jednostkę powierzchni jest znacznie większa, niż w przypadku hamulców bębnowych, a szczególnie sprzęgieł ciernych. Prowadzi to do wyraźniejszego występowania zużywania cieplnego, do znacznie głębszego przedeformowywania warstwy wierzchniej tworzywa sztucznego i do znaczniejszych ubytków materiałów z powierzchni tarcia obu partnerów.
Temperatura warstwy wierzchniej nakładki hamulcowej i całej zresztą tarczy hamulcowej jest, w porównywalnych warunkach pracy, nierzadko trzykrotnie wyższa, niż w hamulcach bębnowych. Stosuje się więc przede wszystkim tworzywo klocków hamulcowych, oparte o twarde lepiszcze - o żywicę fenoloformaldehydową i rozmaite dodatki modyfikujące żywicę oraz rozmaite napełniacze podwyższające odporność na destrukcję termiczną i na zużycie (patrz następny rozdział).
Nierzadko w hamulcach tarczowych tarcza wytrzymuje współpracę jedynie z jednym kompletem klocków hamulcowych, rzadko z dwoma kompletami - stosunek zużywania tarczy hamulcowej do bębna hamulcowego jest tu niekorzystny. Znacznie natomiast większa jest skuteczność hamowania hamulców tarczowych i dlatego szczególnie w samochodach szybkich rezygnuje się świadomie z hamulców bębnowych, mniej zużywających się, po to tylko; by uzyskać możliwość bardziej skutecznego hamowania.
Zużywaniu hamulców, szczególnie mocno obciążonych - tarczowych, towarzyszy szereg rozmaitych zjawisk, które nie występują na przykład w sprzęgłach ciernych, pracujących jednak w znacznie łagodniejszych warunkach termicznych i obciążeń mechanicznych. Do zjawisk takich należy zaliczyć:
fadding, objawiający się w chwilowym zaniku skuteczności hamowania, oraz
- metalizowanie powierzchni tworzywa ciernego, przejawiające się w spadku cierności pary hamulcowej.
Fadding występuje z reguły wówczas, gdy wysoka temperatura warstwy wierzchniej przekracza dopuszczalne dla lepiszcza granice, gdy w tworzywie stosuje się składniki, które częściowo „odparowywują”, „gazują” w temperaturze dostatecznie często występującej przy hamowaniu normalnym. Fadding, objawy przejściowego zaniku skuteczności hamowania, jest następstwem termicznego rozkładu pewnych składników polimeru - lepiszcza (lub złego dodatku czy napełniacza) i pojawienie się na granicy faz metal - tworzywo sztuczne warstwy gazowej substancji tworzywa sztucznego. Tarcie typowo cierne zamienia się wówczas na tarcie ślizgowe, podobnie jak przy smarowaniu; warstewka gazu stanowi bowiem swoistą warstwę smarującą, umożliwiającą, na krótki zresztą czas, na kilkakrotne zmniejszenie wartości współczynnika tarcia. W efekcie w pewnym momencie pojawia się zanik skuteczności hamowania. Jeśli pojawi się on w trakcie wymuszonego hamowania awaryjnego, to oczywiście może grozić wypadkiem drogowym. Faddingu, jeśli nie zapobiegło się mu zdecydowanie przez zastosowanie odpowiedniego procesu technologicznego produkcji nakładek (prawie zawsze jest to możliwe), można umknąć przez odpowiednie użytkowanie pojazdu, w szczególności przez niedopuszczenie do hamowania awaryjnego wówczas, gdy hamulce są w wyniku warunków jazdy bardzo nagrzane.
Przykładowo podczas długotrwałego zjazdu z długiego spadku, wymagającego przyhamowywania, hamulce nagrzewają się nierzadko do temperatury bliskiej temperaturze destrukcji termicznej pewnych przynajmniej składników tworzywa hamulcowego. W takim przypadku hamowanie awaryjne z dużej prędkości musi doprowadzić, jeśli nie do kompletnej destrukcji tworzywa, to przynajmniej do zjawisk, których następstwem jest fadding. Wobec tego w warunkach jazdy, w których hamulce pracują długotrwale, należy unikać jazdy z dużą prędkością, aż do momentu ochłodzenia (ostygnięcia) hamulców. Metalizowanie nakładek hamulcowych hamulców tarczowych jest zjawiskiem dość powszechnym i obecnie nie udaje się go skutecznie wyeliminować metodami technologicznymi. Wyeliminowanie jego w eksploatacji jest możliwe, szczególnie przez unikanie częstych i mocno obciążających hamulce hamowań awaryjnych. Podczas nagrzewania hamulców do wysokiej temperatury następuje wyraźnie zjawisko nadtapiania nierówności powierzchni partnera metalowego i rozmazywania drobin metalu na powierzchni tworzywa sztucznego. Namazana warstewka (nie neguje się istnienia innego mechanizmu metalizowania, niż zwykłe mechaniczno-termiczne nadtapianie i rozmazywanie) przylega mocno do powierzchni tworzywa, wgnieciona w warstwę wierzchnią. W tym miejscu przy hamowaniu nie istnieje już tarcie metal - tworzywo cierne, o dużym współczynniku tarcia, lecz tarcie metal - metal, o znacznie mniejszym współczynniku tarcia. Pokrycie w kilkunastu procentach nakładki hamulcowej nametalizowaną warstewką powoduje spadek momentu tarcia hamulca o kilka procent, co przy hamowaniu, szczególnie awaryjnym, jest już zauważalne i objawia się spadkiem skuteczności hamowania.
Uniknięcie tego zjawiska w eksploatacji możliwe jest, jak już wspomniano, tylko przez unikanie bardzo ostrych i długich hamowań. Szczególnie hamowań częstych; bowiem warstewka nametalizowaną w dość krótkim okresie czasu zużyje się, jeśli warunki tarcia w hamulcu będą na tyle umiarkowane, że występować będzie przede wszystkim zużywanie ścierne.
We współczesnych pojazdach stosunkowo rzadko stosuje się elementy cierne, pracujące ze smarowaniem. Chyba jedyny wyjątek stanowią mokre sprzęgła motorowerów, w których dotąd stosowano tarcze korkowe, lecz ostatnio już tarcze typowo cierne z tworzywa ciernego, sztucznego (rys. 4.57). Podczas pracy tych sprzęgieł, oprócz zjawiska zużywania, opisanego w poprzednich rozdziałach, występuje zjawisko destruowania tworzywa oraz zjawisko pęcznienia tarcz hamulcowych, powodujące zmniejszenie luzu w sprzęgle i prowadzące, w razie naruszenia zasad regulacji, do zaniku luzu w mechanizmie sterowania sprzęgła (np. niemożność włączenia biegu, przynajmniej bez zgrzytu). Istnieje jednak wyraźna różnica w żywotności tarcz wykonanych z tworzywa sztucznego (np. AKF) w porównaniu z tarczami korkowymi (rys. 4.58), niezależnie od tego, że charakterystyka tarciowa sprzęgła z tarczami z AKF jest znacznie lepsza niż innych sprzęgieł, co naturalnie stwarza korzystniejsze warunki dla niezawodnej pracy sprzęgła mokrego z tworzywem sztucznym. Proces zużywania jest tu dość specyficzny; występuje przede wszystkim zużywanie przez polerowanie, zaś w razie zastosowania tworzywa zawierającego inne lepiszcze niż termoutwardzalne (AKF, żywica i kauczuk) występuje zjawisko rozmiękania- warstwy wierzchniej, ułatwiające „rozmazywanie” cienkich warstewek wierzchnich. Występuje też wówczas zjawisko pęcznienia tworzywa sztucznego, co zmusza do takiego regulowania sprzęgła, by nie było możliwe zmniejszenie luzu przez pęczniejący komplet tarcz. Omawiany przypadek jest jeszcze nie typowy, gdyż niezmiernie rzadko stosuje się mokre sprzęgła z tarczami z tworzywa sztucznego, bowiem w pojazdach dwuśladowych eksploatowanych w Polsce dominują suche tarcze cierne.