*)UWAGI O MECHANIŹMIE METALIZOWANIA POWIERZCHNI TARCIA TWORZYWA CIERNEGO
W trakcie eksploatacji hamulców i sprzęgieł ciernych, występuje zjawisko nametalizowywania roboczej powierzchni tworzywa ciernego, co wpływa na pogorszenie charakterystyki ciernej pary trącej. Nametalizowywanie może występować na drodze mechanicznej, ale także i w wyniku adhezyjnych sczepień. W pracy przedstawiono wyniki badań dowodzące, że zasadnicze przyczyna nametalizowywania warstwy wierzchniej tworzywa sztucznego ciernego jest wtłaczanie produktów zużycia przeciwpartnera metalowego i jego „namazanie”.
*JANUSZ JANECKI; „Informator WITPiS, 1977
1. WPROWADZENIE
Przy tarciu tworzywa ciernego sztucznego o metal, szczególnie w hamulcach, a także sprzęgłach ciernych pracujących przy częstym i intensywnym prześlizgu, pojawia się zjawisko spadku cierności po pewnym okresie eksploatacji [2]; [9] ; [17] . Spadek ten występuje niekiedy cyklicznie, na przemian z okresami powrotu do cierności wyższej, pierwotnej [2]; [7] ; [9]. Spadek cierności zauważa się w zasadzie po okresach intensywnego, awaryjnego hamowania, któremu towarzyszy nagrzanie warstwy wierzchniej trącego tworzywa do wysokiej temperatury, przekraczającej temperaturę objętościowej destrukcji tworzywa. Podobne zjawisko występuje przy przegrzaniu sprzęgła /np. pojazdu/. Zjawisko to występuje rzadziej w tworzywie wygrzanym poprodukcyjnie [4] oraz w tworzywie o lepiszczu wyłącznie termoutwardzalnym, w pełni usieciowywującym się [4], a także przy umiarkowanym nagrzewaniu warstwy wierzchniej tworzywa do temperatury rzędu 1/2 wartości temperatury destrukcji [4]; [7]; [9], [10]; [13].
Powszechnie ten stan rzeczy przypisuje się trzem przyczynom :
destrukcji termicznej lepiszcza, szczególnie słabo usieciowanej w toku produkcji żywicy termoutwardzalnej i chemoutwardzalnej, a także w przypadku kauczuku [5]; [43. Na powierzchni tworzy się wówczas gładka błonka, błyszcząca, o dość dużych własnościach ślizgowych. Warstewka ta jest wyraźnie wzbogacona w węgiel;
destrukcji termicznej grubej warstwy wierzchniej i spadku wytrzymałości powierzchniowej warstwy wierzchniej /maleje wartość pracy potrzebnej do kolejnego wielokrotnego przedeformowywanią warstwy wierzchniej [1]; [2]; [5];
nakładaniu na powierzchnię tarcia tworzywa ciernego metalu, pochodzącego z przeciwpartnera /metalowego/; o pewnych obszarach styku prowadzi to do styku metal - metal i wpływa na obniżenie sumarycznej wartości siły tarcia pary trącej /przy niezmiennym nacisku jednostkowym/ [3]; [6]; [5]; [10]; [11]; [12]; [13].
Można przypuszczać, w wyniku obserwacji i analiz oraz sporadycznych badań, że zasadniczą przyczyną tego stanu rzeczy w przypadku tworzyw o dobrych własnościach cierno-zużyciowych jest przyczyna 3-cia. W dwóch pierwszych przypadkach, po określonym okresie normalnego tarcia /o ile nie nastąpiła głęboka destrukcja tworzywa/, wraca ono do pierwotnej normy dość szybko [1]; [2]; [7] natomiast w przypadku trzecim - spadek cierności jest dość trwały [10] ; [11], [12], [13]; powrót do cierności pierwotnej może nastąpić po określonym okresie zużywania, powodującym usunięcie /w formie produktów zużycia/ całej nametalizowanej warstwy.
2. POGLĄDY NA MECHANIZM METALIZOWANIA
Literatura [8] ; [10] ; [11]; [12]; [13] /i in./ dowodzi, że aczkolwiek można stwierdzić i udowodnić doświadczalnie przypadki nametalizowywania roboczych powierzchni tworzywa ciernego, to jednak nie można /na razie/ jednoznacznie wyjaśnić fizycznych przyczyn /mechanizmu/ nametalizowywania. Nie jest stwierdzone, czy i w jakim stopniu jest to wynik adhezji /w tworzywie ciernym zawarte są organicznie związki żelaza, zarówno w azbeście, jak i w niektórych napełniaczach, np. powszechnie stosowanej czerwieni żelazowej/, a w jakim mechanicznego wciskania i „rozmazywania” metalu, będącego efektem procesu zużywania tarczy metalowej.
Według badań autora [3]; [4] przy umiarkowanych warunkach tarcia nie istnieje zjawisko nametalizowywania; nie zauważa się, by nastąpił spadek tarcia, ani by zwiększyła się ilość żelaza w warstwie wierzchniej tworzywa ciernego. Badanie późniejsze - przy zaaplikowaniu dużej jednostkowej pracy tarcia - pozwoliły zaobserwować wyraźne metaliczne wtrącenia na powierzchni tarcia tworzywa ciernego, w postaci cienkich rozmazanych i wtłoczonych w warstwę wierzchnie plam.
Fakt przenoszenia metalu został potwierdzony badaniami innych autorów, m. in, Ścieżki [11]; [12]; [13] i Rakowskiego [10]. Stwierdzono jednoznacznie [4]; [1], że nie jest to efekt akumulacji żelaza /pochodzącego z azbestu/ w cienkiej warstwie wierzchniej.
Analiza rentgenowska wykazała jednoznacznie, że żelazo „namazane” na powierzchnię tarcia tworzywa sztucznego pochodzi z metalowej przeciwpróbki, trącej w parze [13]. Jednak i te badania nie wyjaśniły mechanizmu przenoszenia.
3. BADANIA NAD WYJAŚNIENIEM MECHANIZMU PRZENOSZENIA METALU NA POWIERZCHNIE TWORZYWA SZTUCZNEGO CIERNEGO
Wyjaśnienie mechanizmu przenoszenia metalu /żelaza/ nie jest możliwe na drodze rozważań analitycznych. Wobec faktu obiektywnej możliwości przenoszenia metalu na zasadzie adhezji /zawartego w tworzywie sztucznym, w azbeście czy np. w innym wypełniaczu, szczególnie w czerwieni żelazowej, i następnie wyrywanie sczepienia z głębi warstwy wierzchniej próbki metalowej/ jak i również na zasadzie namazywania /wykruszenie czy ścięcie mikronierówności powierzchni próbki metalowej i wgniecenie oraz namazanie produktu zużycia na powierzchni tworzywa ciernego sztucznego/, nie można było jednoznacznie określić zasadniczej przyczyny. Wyjaśnienie tego zjawiska jest ważne ze względów praktycznych: jeżeli przenoszenie metalu ma naturę adhezyjną, wówczas nie należało by komponować tworzywa ciernego z napełniaczy zawierajęcych większe ilości związków żelaza; a większość dobrych sztucznych tworzyw ciernych zawiera jednak takie napełniacze - nawet jeśli pominąć azbest, w którym ilość związków żelaza jest nieduża.
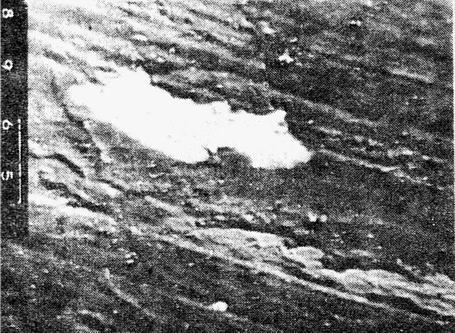
Rys. 1. Wtrącenia na roboczej powierzchni tworzywa ciernego.
Obraz w elektronach odbitych BEJ, pow. x 300
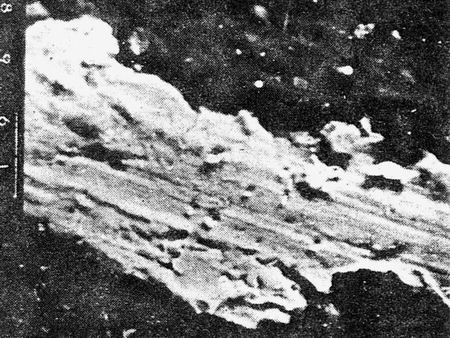
Rys.2. Wtrącenia na roboczej powierzchni tworzywa ciernego.
Obraz w elektronach odbitych BEJ, pow. x 1000
Rys.3. Intensywność rozłożenia wtrącenia metalicznego Cu pokazanego na rys. 2.
Mikroanalizator RTG. Pow. 1000 x MAR
Rys. 4. Intensywność rozłożenia Zn - warunki jak na rys. 3. W masie tworzywa nikłe ślady Zn
Biorąc powyższe pod uwagę, autor wykonał badania, w których wyeliminowano w założeniu możliwość obiektywnego istnienia sczepień adhezyjnych /wg określenia Bowdena i Kosteckiego/. Do badań pary ciernej użyto tworzywa ciernego z lepiszczem - żywicę fenolowo-melaminowę z azbestem, bez napełniaczy, które zawierały by cynk, miedź i ołów. Przeciwpróbką trącą była tarcza wykonana z mosiądzu M-58 /skład Cu- 56.5-59,5 %. Pb-1.0-3.0 %, Zn- ok. 37 % zanieczyszczenia - 1.2%.
We współtrących tworzywach nie było więc wspólnych metali, które mogłyby powodować sczepienia adhezyjne i zużywanie przez sczepienie pierwszego rodzaju /naturalnie, w mikrofragmentach/.
Parę trącą poddano pracy na zmodyfikowanej maszynie Kragielskiego /I-47/ w czasie ok. 5 godz. przy nacisku jednostkowym 10 kG/cm2 i prędkości względnej 9 m/sek. Temperatura warstwy wierzchniej /pomiar 0.5 mm od powierzchni tarcia w warstwie tworzywa sztucznego/ wynosiła w czasie tarcia 120-160°C. Były to dość umiarkowane warunki pracy: temperatura ww. nie przekraczała 50 % wartości temperatury destrukcji termicznej objętościowej dla kompozytu.
Próbki po tarciu, jak i próbki z tworzywa sztucznego nie tarte, poddano badaniom na mikroskopie scaningowym oraz mikroanalizatorze Rtg. Wyniki badań obrazują zdjęcia /rys. 1-4/ przedstawiające obrazy scaningowe powierzchni jak i rentgenogramy ww.
Jak wynika z badań, których fragmenty obrazują ww. zdjęcia, ponad wszelką wątpliwość istnieje proces metalizowania warstwy wierzchniej tworzywa sztucznego, ciernego. Przy wykluczeniu sczepienia adhezyjnego - przyczynę przebiegającego procesu jest wykruszanie /ścinanie?/ mikronierówności powierzchni metalowej - mosiądzu oraz wgniatanie i rozmazywanie metalicznych produktów zużycia na powierzchni tworzywa. Rys. 1 pokazuje wyraźnie, że są to pojedyncze wtrącenia, a nie pokrywanie metalem całej powierzchni tarcia, co zresztą wynika także z badań innych autorów [1]; [12]; [13].
Rys. 3 i 4 dowodzą, że metaliczne wtrącenie jest mosiądzem. Ostrość brzegów plam dowodzi niezbicie, że metal został wciśnięty w postaci cząstki produktu zużycia w warstwę wierzchnią tworzywa sztucznego i następnie brał udział jako element powierzchni w procesie tarcia.
Opisane badania pozwalają na wyrażenie przekonania, że w procesach nametalizowywania powierzchni tarcia ciernego tworzywa sztucznego główne rolę przy tarciu /chyba jedyną/ odgrywa nie adhezja, a mechaniczne przenoszenie metalu, polegające na wtłaczaniu i namazywaniu metalu - produktu zużycia. Potwierdza tę tezę także obraz tworzywa trącego o tarczę metalu czarnego /np. [10] dowodzący, że nametalizowanie nie jest ciągłe na powierzchni tarcia, a stanowi oddzielne „plamy” o dość ostrych krawędziach, pokrywające powierzchnię tarcia w niedużym procencie jej wartości.
4. ZAKOŃCZENIE
Powyższe badania dowodzą, że ograniczenie zjawiska metalizowania tworzywa sztucznego w procesie tarcia /sprzęgło, hamulec/ jest możliwe jedynie w ograniczonym zakresie przez np.; intensywne odprowadzanie produktów zużycia, przez stworzenie warunków dla niedużej temperatury warstwie wierzchniej, przez unikanie awaryjnych przegrzewać. Można przypuszczać, że wówczas warstwa wierzchnia będzie mniej „przedeformowana”, będzie miała większą spoistość i wtłoczenie w nią cząstki metalu będzie trudniejsze. Nie należy także unikać w klasycznym skojarzeniu metal - tworzywo cierne związków żelaza, w szczególności często zresztą stosowanych czerwieni żelazowej czy wełny lub opiłków żelaza, wpływających na polepszenie dobroci tworzywa sztucznego, ciernego; procesy sczepień adhezyjnych nie mają zasadniczego wpływu na zjawisko nametalizowywania warstwy wierzchniej.
Opisane badania stanowią jedynie fragment prowadzonych eksperymentów, potrzebnych dla pełnego wyjaśnienia istoty nametalizowywania. W szczególności potrzebne są badania, które wyjaśniłyby, w jakim stopniu sczepianie adhezyjne może intensyfikować proces nametalizowywania powierzchni tworzywa sztucznego przy tarciu.
BIBLIOGRAFIA
A. W.Cziczinadze - Robota tormożenija pri primienieniju tiepłotojkich frikcjonnych materiałów. „Trenije twierdych tieł” - Izd. „Nauka”,
H. Dorner - Dauernbremsung von KFZ, - ATZ, nr 4, 1958.
J. Janecki - Próba wyjaśnienia przyczyn poprawy własności ciernych tworzyw fenoloformaldehydowych, zachodzących na skutek obróbki cieplnej. Mat. V Krajowej Konferencji Wytrzymałościowej. 1969.
J. Janecki - Wpływ obróbki cieplnej hamulcowych tworzyw fenolodormaldehydowych na zmiany ich cierności i odporności na zużycie. Biuletyn WITPiS, zeszyt 1/68.
J.Janecki - Investigations of Some Friction-Wear properties of fhenolic frictional material with fillers. Zagadnienia Tarcia, Zużycia i Smarowania - PWN, zeszyt 5/68.
J. Janecki, K. Spaliński - Badania laboratoryjne charakterystyki tarciowej i zużycia tworzyw hamulcowych. Mat. Narady: Tarcie i Zużycie, wyd. WAT, 1967.
J. Janecki, K. Spaliński - Eksploatacyjne badania własności ciernych organicznych tworzyw hamulcowych. Mat.j.w.
J. Janecki - Badania możliwości polepszenia charakterystyki tarciowo-zuźyciowej niektórych tworzyw ciernych fenoloformaldehydowych. Mat. V Krajowej Konferencji Wytrzymałościowej, 1969.
J. Jaworski - Przyczyny powstania fadingu krytycznego w hamulcach samochodowych. Biuletyn Informacyjny Przem. Motor., nr 1-3. 1976.
W. Rakowski - Zagadnienia zastosowania tworzyw sztucznych na klocki hamulcowe pociągów przewozu dołowego. Praca doktorska, Kraków, 1975.
S. Ścieżka - Problemy tarcia suchego w hamulcach maszyn wyciągowych. Praca doktorska. Pol. Śląska. 1974.
S. Ścieżka - Badania i próby empirycznego zapisu zjawisk cierno-zużyciowych dla tarcia suchego w hamulcach. Zagadnienia Eksploatacji Maszyn, zeszyt 1/17, 1974.
S. Ścieżka - Problemy hamowania maszyn wyciągowych, Studium ważniejszych zjawisk trybologicznych w parze ciernej i tworzywo hamulcowe - stal.