Janusz JANECKI
*)INVESTIGATIONS OF SOME FRICTION - WEAR PROPERTIES OF PHENOLIC FRICTIONAL MATERIAl WITH FILLERS
*JANUSZ JANECKI; „INVESTIGATIONS OF SOME FRICTION - WEAR PROPERTIES OF PHENOLIC FRICTIONAL MATERIAL WITH FILLERS”, ZAGADNIENIA TARCIA, ZUŻYCIA I SMAROWANIA, Zeszyt 5, 1968
1. Introduction
Table 1 Some Properties of the AKF Phenolic-Formaldehyde Plastic (with the Filler: Asbestos, Rubber, Iron Minium) | ||
| Property according to the standard ZN-61/MPChem/OE-5076 | Unit | Value |
|
| mm | 50-120 |
|
| % | 1 |
|
| cm3/G | 2.5-4.0 |
|
| G/cm3 | 1.9-2.2 |
|
| kG/mm2 | 24 |
|
| % | 0.8 |
|
| kG/cm2 | 200 |
|
| kGcm/cm2 | 10 |
|
| degrees | 3 |
|
| mG | 130 |
|
| % | 0.3 |
|
| hours | 3 |
|
| ---- | 0.3…0.6 |
|
| cm3/500 000 kGm | 0.45 |
 |
|
|
2. The object and conditions of investigations and their test stand
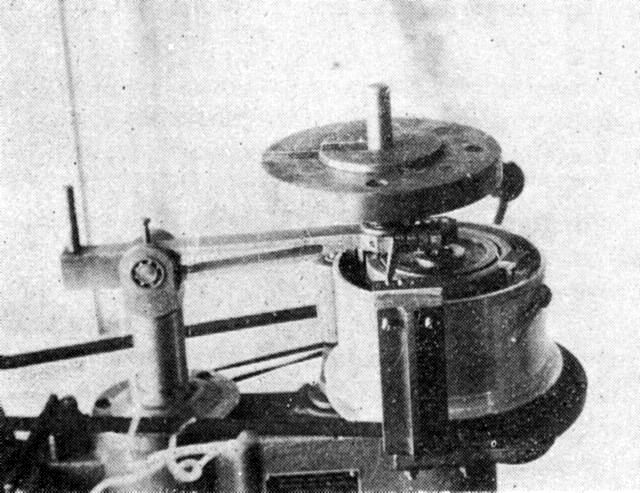
Plastic AKF was used for the investigations. It was produced aocording to fixed trade recipes, characterized by properties described in Table 1 [5, 6, 7]. In the investigations, this plastic worked together with cast iron counter-paeces. Cast iron corresponds perfectly to the material use for car brake cylinders (GAZ-51; LUBLIN-5ll). The investigations were carried out on an original frictional machine (Fig. 1). The cast iron counter-piece was made in the form of a flat disk 100 mm thick an 100 mm in diameter, in the class of roughness 7 (like car brake cylinder). The investigated specimens of plastic AKF were made from brake cover plates. They had the shape of a cylinder, measuring 7X10 mm (see Fig. 3); the front surface was the friction surface. They were worked by rolling in the class of surface finish aihout 6 and then run in by several motions on abrasive paper „300” (road of friction about 1 m. Flatness of both surfaces guarantees good adhesion of the whole friction surface of the test and counter-piece to each other. The specimen is fixed in a self centring drill chuck, morable with the lever of the test rig (see Fig. 1 and 2). Pressure was exerted directly on the specimen by weights, by loading the shank of the drill chuck. The measurement of friction force is made by strain gauges (electiric strain gauges in a selfcompensative system on a coupling bar, working in tension).
Speed of friction was determined by registration in a time unit the number of rotations of the spindle, the counter-piece was fixed on. The friction way was defined by a rotation counter. Temperature was measured by means of a thermocouple, the head of which was about 0.5 mm in diameter and was placed in the specimen (AKF), so that during friction it was slightly in contact with the friction surface of the counter-piece. It was stated that the allowance for friction of thermocouple against -cast iron was negligible. It is possilble not to take into account its influence on the precision of measurement. The measurement of temperature was only approximative; the point was, whether the temperature of friction is distinctly Iower than the temperature of heat treatment AKF.
Specimens made in two series:
- not treated by heat,
- treated by soaking at the temperature of 200° during 60 hours, were investigated at a constant speed of friction v = 0.75 m/sec, at loadings: 6.5; 16; 28 kG/cm2 on the friction way s = 2450 m.
At the same time, the multiple of this friction way and intermediate measurements were also applied. The average pressures, occuring generally in brakes, varied within the limits of 5 ¸ 10kG/cm2; they did reach quite rarely the values of 20 ¸ 25kG/cm2 (the so called failure braking).
- All the specimens were treated:
- with solid friction against a cast iron surface, prepared in the same way for each specimen, indicated with the value of the coefficient of friction,
- corresponding measuremeints of the specimens were made: weight and linear measurements, those of hardness on the friction surface, before and after friction,
- the specimens were observed through an optical microscope.
The investigations were carried out at a relaitively Iow speed of friction, corresponding to the speed of motion of a motor-car, about 10-15 km p.h.; such a Iow speed was chosen in these investigations with the purpose, to eliminate the possibility of producing a higher temperature than that of soaking. At the same time, the comparatively short time of investigations did not allow the making of any changes in the upper layer of the AKF plastic, as a result of isoaking by heat, produced during friction. This was not possible even in the case of increase of temperature, close to soaking point.
The measurement of wear was undertaken simultaneously as to weight and linearly. This made it possible to define the degree of cold work of the upper layer, formulated only indirectly by the increase of hardness.
3. Results and their analysis
The results of investigations are given in this publication only in the form of collected diagrams, because of the important extensiveness of the investigations. Separate points of the diagrams are mean values from the series of measurements. The deviations of results of measurements are negligilble. The fields of errors on curves, given in some diagrams as examples, ilustrate the threefold mean error of the arithmetic mean, that is to say, the results are defined with the probability of almost 100%. Only the differences are difficult to define equivalently in meaning, during the measurement of the coefficients of friction, particularly during the applied average pressures.
Fig. 2. Weight wear of specimens of soaked and normal AKF in the function of unit pressure. The friction surface of the specimen F = 0.39 cm2
Fig. 3. Weight wear of specimens soaked and normal AKF in the function of friction way. The surface of the specimen F = 0.39 cm2
In Fig. 2 and 3, the results of measurement of weight wear, in the function of friction way and in the function of unit pressure are shown. In practice, besides of the period, which can be recognized as the period of wearing-in of bearings, the dependence of weight wear on the friction way is presented by the straight line. This is a proof, that the process of wear is already entirely stabilized after a short period (the friction way of about 1000 m); this suggests, the changes of the upper layer were not stabilized and the lack of further qualitative changes. Wearability of soaked plastic is however distinctly higher, than that of the non-soaked one, not heat treated after moulding. The dependence of wear on pressure is already quite non-linear; the increase in pressure produces of course a greater force of friction, larger plastic strains and a greater loss of material of the upper layer; the rise in temperature exerts also some influence. The increments of wear, which diminish spite of all, together with the rise of unit pressure, are in accordance with the methods of today (Kragielski [10]), motivating a smaller intensity in the increase of the coeffticient of friction with the increase of unit pressure (see Fig. 5). This should, and in any case can have, an influence on the decrease in intensity of weight wear variations (the author's suggestion - J. J.). In this case a higher wear resistance of the soaked plastic can be noticed distinctly. In this plastic, structural changes of resin and the interacting forces between resin and the particles of the filler, prolbably reached the best values, due to the soaking. Fig. 4 and 5 show, that a considerable increase in hardness of the soaked plastic really took place, and this of course has an influence on the rise of wear resistance.
Fig. 4. Hardness of the AKF soaked and normal plastic (T = 200°C, t = 60 hr.) in the function of friction way. Hardness measured on the friction surface
Fig. 5. Hardness of the AKF soaked and normal plastic (T = 200°C, t = 60 hr.) in the function of unit pressure. Hardness measured on the friction surface
The process of wear changes rather considerably the hardness of the upper layer, as it results from Fig. 6 and 7. The increase in the growth of hardness of the upper layer of the soaked plastic is characteristic. It is quite out of the question, that this increase would be the result of a heat effect: the temperature and time of heat reaction on the upper layer (Fig. 6) were much Iower (particularly time - many times smaller), than the temperature and time of soaking. Therefore they could not produce any changes, having an influence on further increase in hardness of the plastic in the upper layer. The hardness increase is then the result exclusively of mechanical operation; the process of deformation of the upper layer produced a decided consolidation. In the case of non-soaked plastic, this increase is much greater. Thermal action could indeed cause the increase in hardness of the upper layer, and only in a certain part it was the effect of mechanical reaction.
Fig. 6. Temperature of friction surface of specimens of soaked and normal AKF in the function of unit pressure
Fig. 7. Divergences in weight and linear wear of soaked and normal AKF in the function of unit pressure. Linear wear is assumed as 100%
Therefore the consolidation o fthe upper layer is indisputable. This is proved as well by measurements of hardness of the upper layer, as by measurements of linear wear and checking of the degree of linear wear in relation to the wear of weight (all the indispensable conditions were kept to enable the consideration of the above theorem as an axiom). The differences in the wear of weight and in the linear wear prove clearly the material in the upper layer has been tightened (in the distancce of 0.5 mm from the friction surface, there are already no deformations of material and no consolidation effect), much greater for a non-soaked softer material (Fig. 7).
Fig. 8. Coefficient of friction of the AKF soaked and normal plastic in the function of time at various unit pressures. Friction surface of the specimen F = 0.39 cm2.
The friction of AKF over cast iron on the plane. Time of soaking AKF = 60 hr., temperature of soaking = 200°C
The measurements of the friction coefficient (Fig. 8) confirm the already mentioned accepted theories of the decrease in the growth of the friction coefficient together with the increase in unit pressure [10]. The only point of interest is, that in the case of soaked harder plastic, the value of the coefficient of friction is higher for smral pressures, and Iower for greater than the value of the coefficient of friction of the non-soaked soft plastic material. It can be assumed hypothetically, that it is caused by a different relation of plastic strains to the elastic ones in the case of two different plastics, as to the hardness. This relation is arranged in different ways for different unit pressures. It can be assumed, that in harder plastic by far the energy of normal loading is mostly spent on overcoming elastic strains, not leading in effect to a proportional increase in the real friction in the plane of friction; in a soft plastic however, much smaller pressures lead to overcome elastic resistance. At the same time, during small pressures, the main percentage of normal preasure in sof t plastic is „absorbed” by deformation of all the specimens. In hard plastic working in ranges of small unit pressures, as a „ideally” nondeformable body, the majority of normal pressure causes the deformation of the irregularities of the surface. This enlarges the real contact area and increases the coefficient of friction (greater part of resistances in overcoming the irregularities of surface, without their deformation and without the possibility of reaching plastic strain of the irregularities of the soaked plastic, by applying small forces).
The measurement of the friction coefficient was only carried out to the value, approximate to the first stabilization. Small quantities of emitted heat did not continue influence the further changes of the value of the coefficient of friction, at heat balance. Nevertheless, it was observed, that there was a diminishing tendency of the coefficient of friction for the non-soaked plastic, under high pressures. This tendency was in accord with the actual opinions as to the run of the coefficient of friction in the function of temperature. With regard the fact, that the unit pressures in commonly used brakes of motor-cars do not exceed the value of 5 ¸ 10 kG/cm2, quite rarely reaching the values of maximum load, applied in investigations, the influence of soaking plastic on frictional properties and on the decrease in wear as well, must be estimated positively. It must be emphasized, that practacal conclusions drawn from these investigations, can be directly transferred on brake devices, working at a very small degree of cover and at comparatively Iow relative velocities of friction. The change of the degree of cover and velocity, can alter the picture of results of investigations presented above, may be, not only quantitatively, but also qualitatively. Investigations concerning eventual changes are in course and will be published later on.
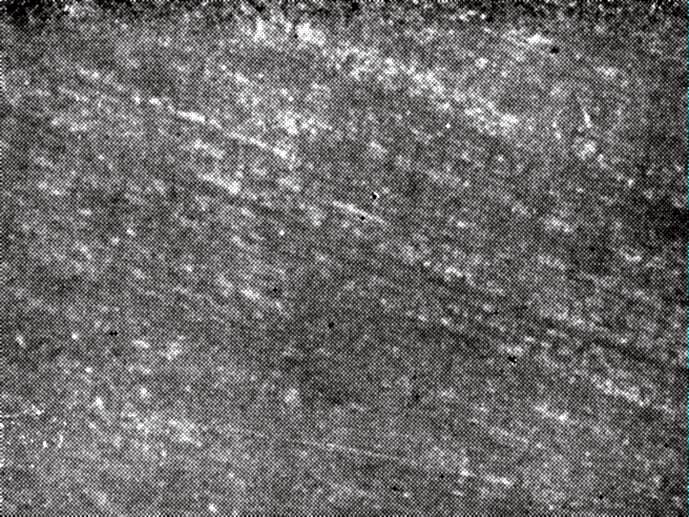
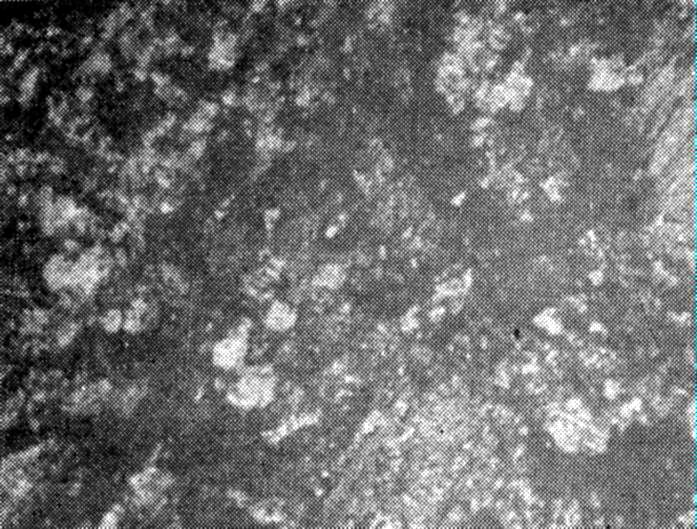
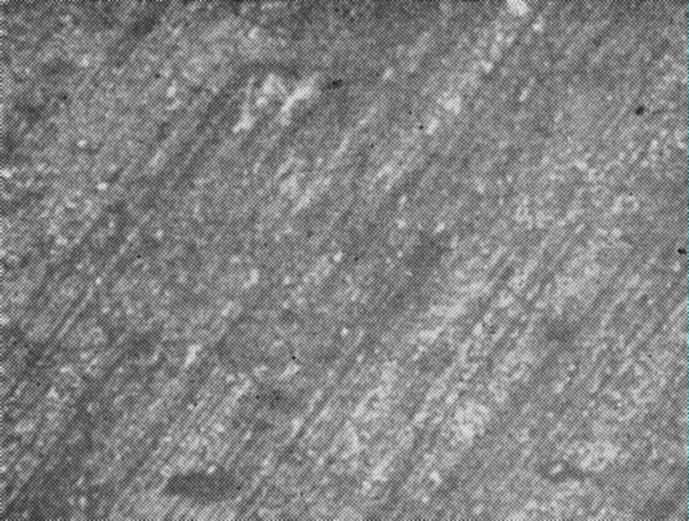
Photographs in Fig. 9 ilustrate the form of the friction surface of the AKF plastic, soaked before friction and after friction under pressure of 16 and 28 kG/cm2. Changes, which have taken place on the friction surface, and the differences between separate cases, can be seen distinctly. The surface shows distinct traces of directed friction (scratches) as well after a slight polishing of the surface of friction with fine-grained abrasive paper, as after the process of wear. The form of the surface does not vary depending the form of the friction surface of steel, for example. White spots, appearing rather rarely, are not of metalic origin. This was stated by treating the friction surface with the 4% solution of nitric acid. After this treatment, (the white spots did not chainge their form. They were the most probably polished particles of resin. Their aspect suggested the occurring of the phenomenon of „polishing” or „blurring” of the resin particles. Of course this is not sure, that the phenomenon of metallizing cannot occur, on account of friction against the cast iron surface. Preliminary chemical investigations, consisting on treating the surface with the 10% solution of nitric acid and then acting on the solution with iron thiocyanate, show slight differences in the color of the solution, which proves the existence of iron. This can be however entirely the result of accumulation at the friction surface of a larger amount of iron, composing the filler of the AKF plastic. The nex't investigations will be carried det to find this out. But it is beyond any doubt that metallization on the friction surface on relatively large areas (covering the friction surface with a layer of metal or of metallic oxide), suggested by practitioners of exploitation, does not take place. This has been proved as well by microscopic observations, as by the changes of the characteristic of the friction coefificient and of temperature, which should disitinctly undergo qualitative change in the case of such a metallization.
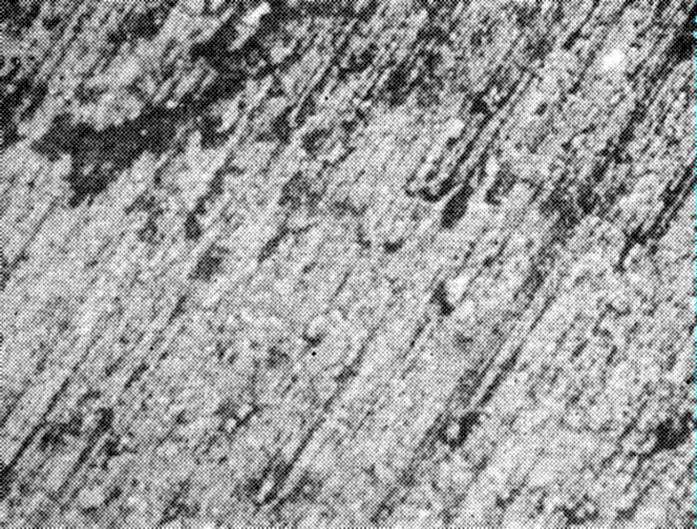
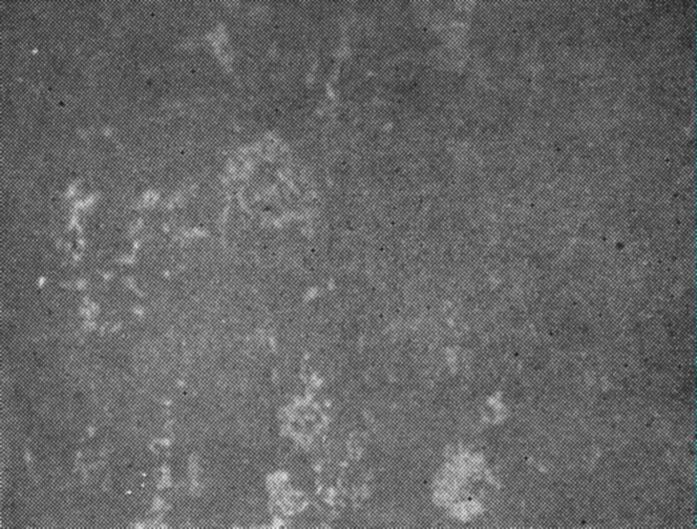
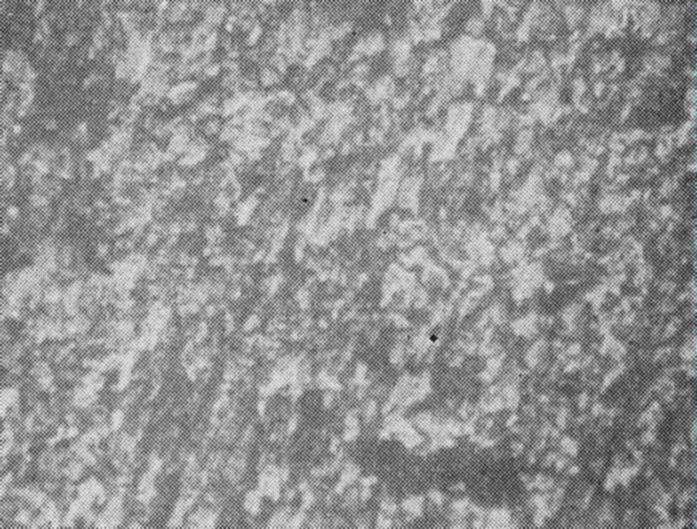
The aspect of friction surface of a non-soaked plastic (Fig. 10), both soft and plastic, is different. First of all, there are no obvious traces of friction direction. The traces of polishing direction were only seen at high pressure - but not those of scratching and cutting of plastic particles, as it took place in the first case. It is evident, that the process of microwear runs in a quite different way. In the case of this plastic, it is the proceas of plastic deformation, of forcing through and polishing of the surface in a non-soaked plastic, and in the soaked surface - the process of microcutting. The aspect of friction surface shows, that for a non-soaked plastic, a clear polishing of resin particles and the forming of resin films, transformed by heat, follow. Under the pressure of a penetrator of a microhardness tester, such a film cracks and scatters. The degree of polishing increases when the pressure (that is with the rise in temperature of the upper layer) increase. The surface of a non-soaked plastic does not show, before friction, any traces of polishing (Fig. 10a), and its exact detailed inspection is impossible; when enlarged a 100 X, the rugged surface can be noticed, which causes the eliminating of the bottom or the top of unevenness waves, from the adjusted sight fieid of the microscope.
a
b
c
Fig. 9. Friction surface before and after the wear of the AKF soaked plastic
(T = 200°C, t = 60 hr., v = 0.75 m/sec., St = 2450 m),
a) after grinding with abrasive paper, b) after friction at kn = 16 kG/cm2, c) kn = 28 kG/cm2.
Magnified x 100, total magnification x 250
a
b
c
Fig. 10. Friction surface before and after wear of the AKF non-soaked plastic;
(v = 0.75 m/sec., St = 2450 m),
a) after grinding with abrasive paper, b) after friction at kn = 16 kG/cm2, c) kn = 28 kG/cm2.
Magnification x 100, total magnification x 250
As a result of investigations, an explicitly higher degree of surface polishing of the counter-piece (cast iron) has been noticed, in the case of friction of the non-soaked plastic, than of the soaked one. In the first case, the surface was shining almost like a mirror, after about 5,000 m of friction way length, while in the other case, it was quite without luster and rougher. All this proves the soaked plastic to be most suitable, particularly in the cases, when the surface of the metal element (e.g. a wheel of a railway traction vehicle) must have a good adherence to the road (e.g. a rail). At friction of soaked material, the surface of an iron wheel will surely have better adherence to the rails, than after the friction of a non-so'aked plastic material.
It follows from the investigations and considerations carried out, that plastic soaking is a advantageous phenomenon, as regards the type of frictional plastic, one sort of which has been tested by us. Thus it should be recommended because of useful characteristics of plastic, to select not only conditions of stamping, but also conditions of thermal modification, probably different, for best properties for separate sorts of plastic are obtained.
4. Conclusions
- Frictional plastic, in result of friction, forms an upper layer with an increased hardness, greater density and better properties of surface strength. This layer is formed during friction and is not only the result of heat action, working structural changes of plastic, particularly of resin which fils the plastic, but it is also to a great extent the result of the operation pf mechanical loadings, giving rise to a corresponding system of stresses and deformations.
- Thermal modification of plastic, consisting on soaking under conditions that guarantee the appearance of structural changes of resin (crystallization) and better bonding of resin with the filler, increases wear resistance, not deteriorating in principle the frictional characteristic in the zone of unit pressures used in practice.
- Clear traces of metallization of friction surface are not noticed, what could have an influence on the change of frictional characteristic during exploitation, both in the case of normal and soaked plastic. This proves that an addition of rubber to plastic (in the amount which the AKF plastic contains) does not bring about bondling of metal with plastic on the friction surface.
- Soaked plastic polishes metal to a much smaller extent than non-soaked plastic. It is a positive phenomenon, indicating the way to prepare plastic, particularly for railway traction.
- The above results and conclusions are not valid best for the assumed conditions of investigations. They allow only to suppose with all probability, thiat in a different range of temperature and for different degree of covering, the influence of the soaking process and the phenomenon itself will remain qualitatively the same.
REFERENCES
- F. Runge, Einführung in die Chemie und Technologie der Kunststoffe. Akademie-Verlag, Berlin 1962.
- J. H. Dubois, W. I. Probbie, Plastics Mold Engineering. Reinhold Publishing Corporation, New York, 1965.
- A F. Nikolaev, Sinteticzieskoie polimery i plasticzieskije massy na ich osnovie. Izdt. „Chimija”, Moskva-Leningrad, 1966
- R. Nitsche, K.A. Wolf, Kunstoffe. B1 1 u. 2. Springer Verlag, Berlin (Göttingen) Heidelberg, 1961.
- J. Janecki, K. Spaliński, Badania laboratoryjne charakterystyki tarciowej i zużycia tworzyw hamulcowych. Zagadnienia Tarcia, Zużycia i Smarowania, PWN, Warszawa-Kraków 1967.
- J. Janecki, K. Spaliński, Eksploatacyjne badania własności ciernych organicznych tworzyw hamulcowych samochodów. Wybr. Materiały Seminarium Sekcji T. S. i Z. KBM PAN n.t. „Tarcie i zużycie tworzyw sztucznych". Wyd. WAT Warszawa 1967.
- J. Janecki, S. Umecki, Badania wytrzymałości powierzchniowej tworzywa ciernego azbestowo-kauczukowo-fenolowego (AKF) w sprzęgle mokrym. Zagadnienia Tarcia, Zużycia i Smarowania. PWN, Warszawa-Kraków 1966.
- Katalog tworzyw sztucznych, Wyd. ZPChiTS, Warszawa 1964.
- Sprawozdanie z pracy naukowo-badawczej n.t. „Badania możliwości stosowania tworzyw sztucznych na części maszyn i mechanizmów". Roczniki: 1965/66 Katedra Eksploatacji Pój. Mechan. WAT, Warszawa (pod kier. J. Janeckiego).
- I. V. Kragielskij,
- Trenije i iznos. Izdt. AN CCCP. Moskva 1964.
- I. Surowiak, Tworzywa sztuczne w budowie maszyn, PWT 1960.
Badania nad niektórymi własnościami tarciowo-zużyciowymi tworzywa ciernego (AKF) fenoloformaldehydowego z wypełniaczami
Streszczenie
W pracy podaje się wyniki badania wpływu wygrzewania tworzywa ciernego po jego wytłoczeniu na jego charakterystyki tarciowo-zużyciowe, omawia związki między: zużyciem tworzywa, współczynnikiem tarcia i stopniem umocnienia warstwy wierzchniej. Omawia się związki między wartością temperatury, powierzchnią tarcia a przebiegiem współczynnika tarcia w czasie. Podaje się hipotezę dotyczącą przyczyny zachodzenia zjawiska umocnienia warstwy wierzchniej i uzasadnia wynikami badań istnienie zgniotu i umocnienia mechanicznego poza utwardzeniem od obróbki cieplnej. W efekcie wykazuje się pozytywną rolę procesu wygrzewania tworzywa tak ze względu ma własności cierne tworzywa, jak i ze względu na jakość współpracującej powierzchni żeliwnej.
-
Specimens made in two series:
- not treated by heat,
- treated by soaking at the temperature of 200° during 60 hours, were investigated at a constant speed of friction v = 0.75 m/sec, at loadings: 6.5; 16; 28 kG/cm2 on the friction way s = 2450 m.
At the same time, the multiple of this friction way and intermediate measurements were also applied. The average pressures, occuring generally in brakes, varied within the limits of 5 ¸ 10kG/cm2; they did reach quite rarely the values of 20 ¸ 25kG/cm2 (the so called failure braking).- All the specimens were treated:
- with solid friction against a cast iron surface, prepared in the same way for each specimen, indicated with the value of the coefficient of friction,
- corresponding measuremeints of the specimens were made: weight and linear measurements, those of hardness on the friction surface, before and after friction,
- the specimens were observed through an optical microscope.
- All the specimens were treated:
3. Results and their analysis
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
The friction of AKF over cast iron on the plane. Time of soaking AKF = 60 hr., temperature of soaking = 200°C |
|
a
|
|
(T = 200°C, t = 60 hr., v = 0.75 m/sec., St = 2450 m), a) after grinding with abrasive paper, b) after friction at kn = 16 kG/cm2, c) kn = 28 kG/cm2. Magnified x 100, total magnification x 250 |
|
a
|
|
(v = 0.75 m/sec., St = 2450 m), a) after grinding with abrasive paper, b) after friction at kn = 16 kG/cm2, c) kn = 28 kG/cm2. Magnification x 100, total magnification x 250 |
4. Conclusions
- Frictional plastic, in result of friction, forms an upper layer with an increased hardness, greater density and better properties of surface strength. This layer is formed during friction and is not only the result of heat action, working structural changes of plastic, particularly of resin which fils the plastic, but it is also to a great extent the result of the operation pf mechanical loadings, giving rise to a corresponding system of stresses and deformations.
- Thermal modification of plastic, consisting on soaking under conditions that guarantee the appearance of structural changes of resin (crystallization) and better bonding of resin with the filler, increases wear resistance, not deteriorating in principle the frictional characteristic in the zone of unit pressures used in practice.
- Clear traces of metallization of friction surface are not noticed, what could have an influence on the change of frictional characteristic during exploitation, both in the case of normal and soaked plastic. This proves that an addition of rubber to plastic (in the amount which the AKF plastic contains) does not bring about bondling of metal with plastic on the friction surface.
- Soaked plastic polishes metal to a much smaller extent than non-soaked plastic. It is a positive phenomenon, indicating the way to prepare plastic, particularly for railway traction.
- The above results and conclusions are not valid best for the assumed conditions of investigations. They allow only to suppose with all probability, thiat in a different range of temperature and for different degree of covering, the influence of the soaking process and the phenomenon itself will remain qualitatively the same.
REFERENCES
- F. Runge, Einführung in die Chemie und Technologie der Kunststoffe. Akademie-Verlag, Berlin 1962.
- J. H. Dubois, W. I. Probbie, Plastics Mold Engineering. Reinhold Publishing Corporation, New York, 1965.
- A F. Nikolaev, Sinteticzieskoie polimery i plasticzieskije massy na ich osnovie. Izdt. „Chimija”, Moskva-Leningrad, 1966
- R. Nitsche, K.A. Wolf, Kunstoffe. B1 1 u. 2. Springer Verlag, Berlin (Göttingen) Heidelberg, 1961.
- J. Janecki, K. Spaliński, Badania laboratoryjne charakterystyki tarciowej i zużycia tworzyw hamulcowych. Zagadnienia Tarcia, Zużycia i Smarowania, PWN, Warszawa-Kraków 1967.
- J. Janecki, K. Spaliński, Eksploatacyjne badania własności ciernych organicznych tworzyw hamulcowych samochodów. Wybr. Materiały Seminarium Sekcji T. S. i Z. KBM PAN n.t. „Tarcie i zużycie tworzyw sztucznych". Wyd. WAT Warszawa 1967.
- J. Janecki, S. Umecki, Badania wytrzymałości powierzchniowej tworzywa ciernego azbestowo-kauczukowo-fenolowego (AKF) w sprzęgle mokrym. Zagadnienia Tarcia, Zużycia i Smarowania. PWN, Warszawa-Kraków 1966.
- Katalog tworzyw sztucznych, Wyd. ZPChiTS, Warszawa 1964.
- Sprawozdanie z pracy naukowo-badawczej n.t. „Badania możliwości stosowania tworzyw sztucznych na części maszyn i mechanizmów". Roczniki: 1965/66 Katedra Eksploatacji Pój. Mechan. WAT, Warszawa (pod kier. J. Janeckiego).
- I. V. Kragielskij,
- Trenije i iznos. Izdt. AN CCCP. Moskva 1964.
- I. Surowiak, Tworzywa sztuczne w budowie maszyn, PWT 1960.
Badania nad niektórymi własnościami tarciowo-zużyciowymi tworzywa ciernego (AKF) fenoloformaldehydowego z wypełniaczami